The Crucial Role of Infill in 3D Printing for Drones
In the rapidly evolving world of drone technology, innovation often hinges on the ability to create lighter, stronger, and more specialized components. 3D printing has emerged as a transformative manufacturing method, allowing for on-demand production and complex geometries previously unattainable. Within the realm of 3D printing, the concept of “infill” plays an absolutely critical role, directly impacting the mechanical properties, weight, and overall performance of printed drone parts. Understanding what infill is, its various types, and how to optimize it is paramount for engineers and hobbyists alike who are pushing the boundaries of what’s possible with unmanned aerial vehicles (UAVs).
In essence, infill refers to the internal structure printed within the outer walls (or “shells”) of a 3D printed object. It’s the material that fills the void between the top and bottom layers, providing support and contributing significantly to the part’s structural integrity. Without infill, a printed object would be hollow, incredibly weak, and prone to deformation or catastrophic failure under stress. For drones, where components often face significant aerodynamic forces, vibration, and the potential for impact, robust and intelligently designed infill is not just beneficial; it’s a necessity.
Understanding Infill Density and Patterns
The primary parameters associated with infill are its density and its pattern. These two factors are inextricably linked, as different patterns achieve varying levels of strength and material usage at a given density percentage.
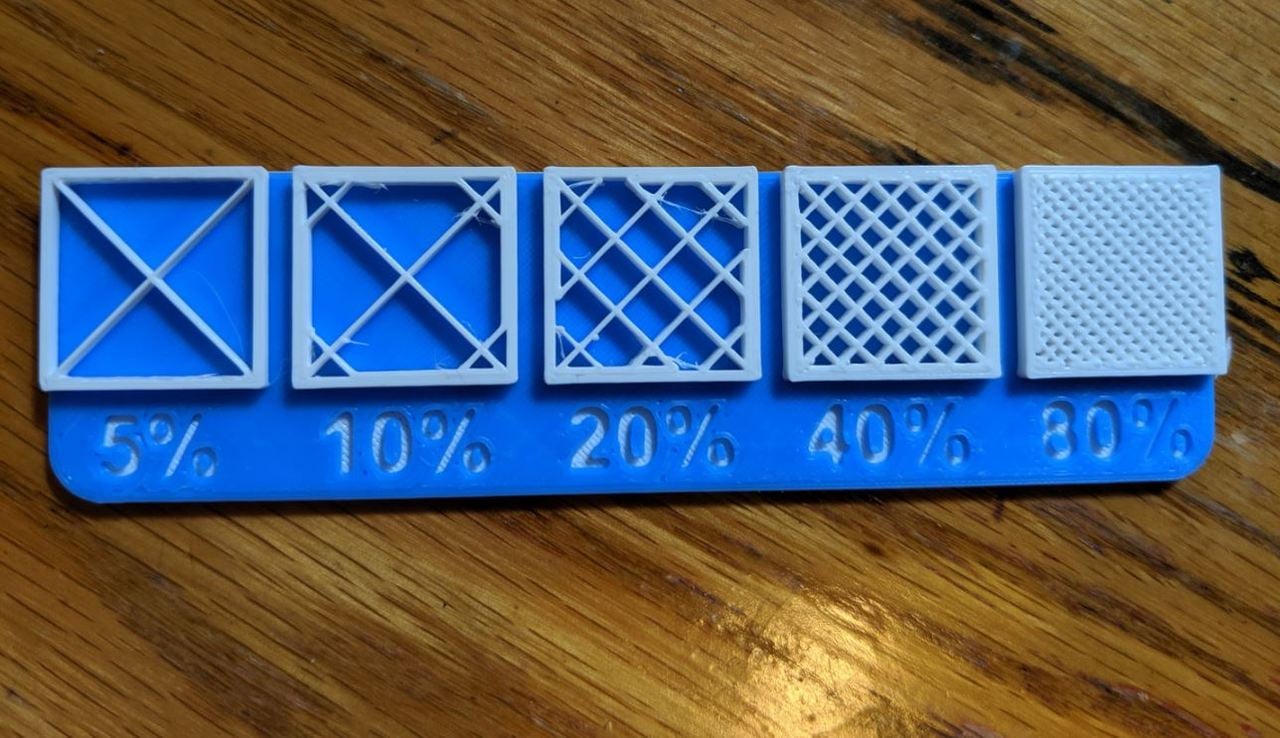
Infill Density: The Percentage of Material
Infill density is typically expressed as a percentage, ranging from 0% (a completely hollow object) to 100% (a completely solid object). The choice of density is a direct trade-off between weight, strength, and printing time.
- Low Density (5-20%): This is suitable for parts that require minimal structural support, such as visual components, internal housings for electronics that don’t experience significant loads, or prototypes where speed and material saving are prioritized. For drone applications, low-density infill might be used for antenna mounts or simple camera covers where weight reduction is paramount and structural integrity is not a primary concern.
- Medium Density (20-50%): This range offers a good balance between strength and weight. Many drone components, such as frame arms, landing gear, or motor mounts, can effectively utilize medium-density infill. It provides sufficient rigidity to withstand flight stresses without adding excessive weight that would negatively impact flight time and maneuverability.
- High Density (50-80%): When extreme durability and strength are required, higher infill densities become necessary. This is crucial for critical structural elements of the drone that must withstand significant impact or torsional forces, such as propeller adapters, parts of the main chassis, or components designed for racing drones that are prone to collisions.
- 100% Density: While providing maximum strength, printing at 100% infill is rarely necessary for drone parts and significantly increases print time and material consumption. It can also lead to overheating during the printing process, potentially causing warping. This level of infill is generally reserved for applications requiring extreme mass or where solid material properties are explicitly needed.
The optimal infill density is a calculated decision based on the specific function of the part, the materials being used, and the expected operational stresses. For example, a racing drone frame might require denser infill in the arms that are likely to take impacts, while the central fuselage might utilize a lower density to save weight.
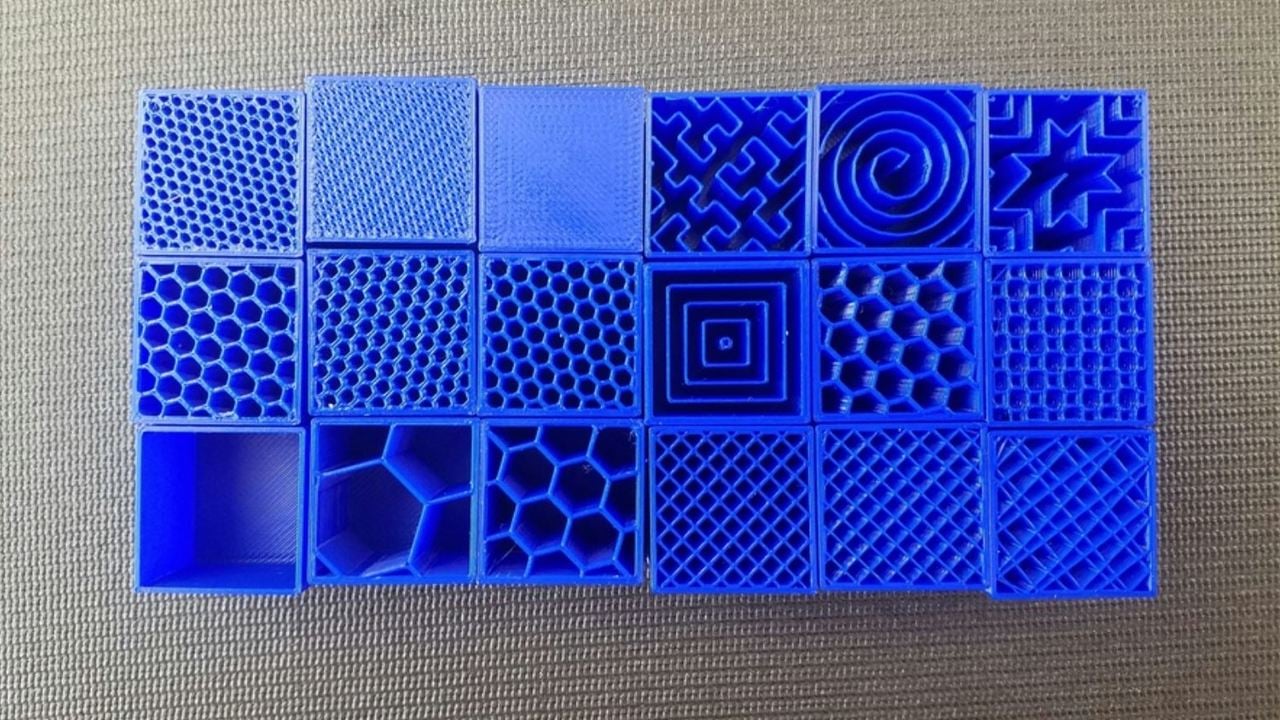
Infill Patterns: The Geometry of Support
Beyond density, the geometrical arrangement of the infill, known as the infill pattern, is equally vital. Different patterns offer distinct advantages in terms of strength, flexibility, print speed, and resistance to forces applied from various directions.
-
Grid: A simple and common pattern where lines are printed in a criss-cross pattern, typically at 90-degree angles to each other. It provides good strength in two directions and is relatively fast to print. For drone parts, grid infill can be effective for general structural support, but it can be less efficient in resisting shear forces compared to more complex patterns.
-
Lines: The most basic infill pattern, consisting of parallel lines. It’s very fast to print and uses minimal material, making it suitable for non-load-bearing parts or as a base layer for other patterns. Its structural capabilities are limited, offering minimal support in directions perpendicular to the printed lines.
-
3D Honeycomb: This pattern creates a hexagonal mesh, providing isotropic strength, meaning it offers similar strength in all directions. This makes it an excellent choice for drone components that experience stresses from multiple angles, such as structural elements of the airframe or robust landing gear. The honeycomb structure also offers good vibration dampening properties.
-
Cubic: Similar to Grid, but with diagonal lines in addition to perpendicular ones, creating small cubes. This pattern offers better strength in all three dimensions compared to Grid. It is often a good compromise for parts requiring a good balance of strength and reasonable print times, making it suitable for many general-purpose drone parts.
-
Gyroid: This pattern features a complex, interwoven, wave-like structure that provides excellent strength in all directions and good impact resistance. Crucially, the gyroid pattern also offers superior flexibility and vibration dampening compared to more rigid patterns. This makes it a prime candidate for drone components that need to absorb shocks or withstand dynamic loads, such as suspension elements or parts of the frame designed to flex slightly under impact. Its intricate geometry also leads to a more even distribution of stress.

- Concentric: This pattern follows the outline of the object’s perimeter. It is particularly effective for parts that are stressed along their outer surfaces, such as strong bases or curved components. For drone applications, it can be useful for creating reinforced mounting points or the bases of structural elements.
Optimizing Infill for Drone Performance
The selection of infill density and pattern is not arbitrary; it is a critical design consideration that directly influences a drone’s performance characteristics.
Weight Reduction and Flight Time
Weight is a primary enemy of drone flight time. Every gram saved translates to longer endurance, increased payload capacity, or improved agility. By intelligently choosing lower infill densities and efficient patterns like 3D Honeycomb or Gyroid, engineers can significantly reduce the weight of structural components without compromising necessary strength. For micro-drones or racing drones where every ounce counts, meticulous infill optimization is essential.
Structural Integrity and Durability
Conversely, drone components must be robust enough to withstand the rigors of flight. Frame arms can experience significant bending moments, landing gear must absorb impact, and motor mounts need to resist vibration and rotational forces. Using higher infill densities and stronger patterns like 3D Honeycomb or Cubic in critical areas ensures that these parts can endure operational stresses and potential crashes. For professional or industrial drones, component failure can have costly consequences, making durability a non-negotiable requirement.
Vibration Dampening
Drones, especially those equipped with high-speed motors and propellers, are inherently prone to vibration. Excessive vibration can degrade image quality from onboard cameras, cause premature wear on electronic components, and negatively impact flight stability. Patterns like Gyroid and 3D Honeycomb, with their inherent flexibility and interconnected structures, excel at absorbing and dissipating vibrational energy, leading to smoother flight and better sensor performance.
Material Efficiency and Print Time
While strength is crucial, so is the efficiency of the manufacturing process. Printing at excessively high infill densities or using slow-to-print patterns can drastically increase production time and material costs. Engineers must find the optimal balance. For large-scale production or rapid prototyping, choosing infill patterns that print faster while still meeting strength requirements is a significant advantage. This often involves selecting patterns that don’t require as much travel or intricate nozzle movements.
Tailoring Infill to Specific Drone Types
The ideal infill strategy will vary significantly depending on the type of drone and its intended application:
- Racing Drones: These prioritize agility and resilience. Infill will be dense in critical impact zones (e.g., propeller guards, arm tips) and potentially lighter in areas less prone to collision. Gyroid or 3D Honeycomb might be favored for their impact absorption.
- Cinematic Drones: These prioritize stability and image quality. Infill will focus on providing a rigid platform for cameras and gimbals to minimize wobble and vibration. Higher densities and robust patterns could be used in the core frame, with potentially lighter infill in less critical areas to extend flight time for longer shots.
- Commercial/Industrial Drones: These often carry heavier payloads and operate in demanding environments. Durability and reliability are paramount. Infill will be carefully calculated to ensure structural integrity under load, with a strong emphasis on fatigue resistance and the ability to withstand various environmental conditions.
Advanced Infill Techniques
Beyond basic density and pattern selection, several advanced techniques further enhance the utility of infill in drone component design:
- Variable Layer Infill: Some advanced slicer software allows for infill density to be varied within a single print. This means a part can have a dense core for strength and a lighter outer infill for weight savings, or vice versa, depending on the stress distribution.
- Support Infills: While infill primarily supports the top layers of an object, it can also act as internal support structures for complex overhangs, reducing the need for external support material that can be difficult to remove and leave undesirable surface finishes.
- Hollowed Parts with Optimized Infill: Instead of printing a solid part and then hollowing it, designers can create a part with thin shells and then apply a specific infill pattern and density within that hollowed volume. This allows for precise control over the resulting strength-to-weight ratio.
In conclusion, infill is far more than just a cosmetic feature of 3D printed drone components. It is a fundamental engineering element that dictates strength, weight, durability, and even flight characteristics. By understanding the interplay between infill density, pattern, and the specific demands of drone operation, engineers and enthusiasts can unlock the full potential of additive manufacturing to create lighter, stronger, and more capable unmanned aerial vehicles. The meticulous optimization of infill is a silent but indispensable contributor to the success and innovation seen across the diverse landscape of drone technology.