Stick welding, also known as Shielded Metal Arc Welding (SMAW), is a versatile and robust welding process. One of the fundamental decisions a welder makes before striking an arc is selecting the correct polarity. This choice significantly impacts the arc’s characteristics, weld penetration, bead appearance, and overall welding performance. Understanding what polarity for stick welding is and how to choose the right one is crucial for achieving strong, clean, and aesthetically pleasing welds.
Polarity in stick welding refers to the direction of current flow between the electrode and the workpiece. There are two primary types of direct current (DC) polarity used in stick welding: Direct Current Electrode Positive (DCEP), often called “reverse polarity,” and Direct Current Electrode Negative (DCEN), known as “straight polarity.” In addition to DC, many stick welding machines also offer Alternating Current (AC), which continuously reverses polarity. Each of these has distinct advantages and disadvantages, making them suitable for specific applications and electrode types.
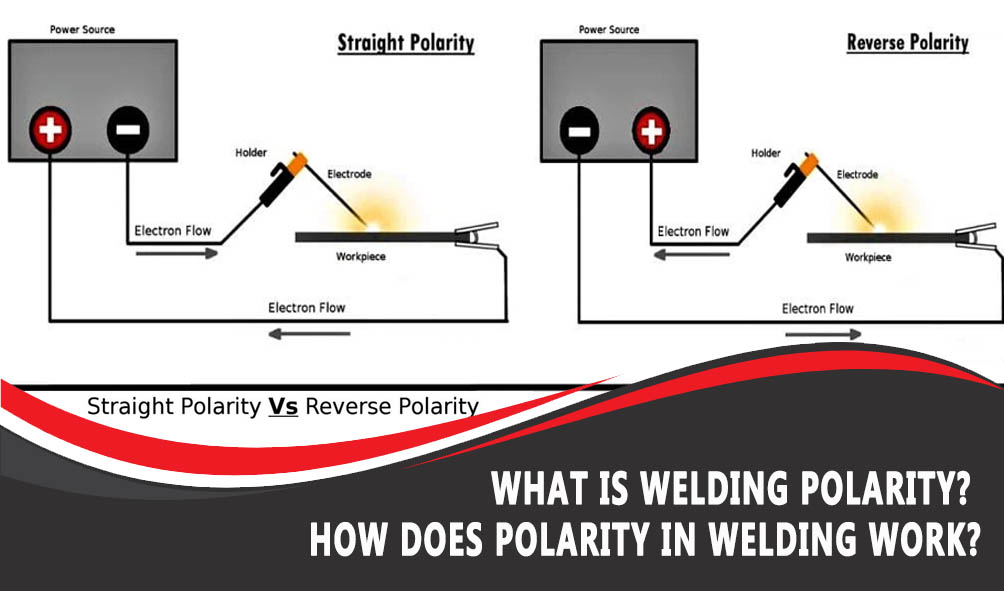
Understanding DC Electrode Positive (DCEP) – Reverse Polarity
In DCEP, the electrode is connected to the positive terminal of the welding machine, while the workpiece is connected to the negative terminal. This configuration results in a higher proportion of heat being generated at the electrode tip. Typically, about two-thirds of the arc heat is concentrated on the electrode, and one-third is on the workpiece.
Arc Characteristics and Heat Distribution
The DCEP arc tends to be hotter and more concentrated than in DCEN. This leads to deeper penetration into the base metal. The greater heat at the electrode tip also causes it to melt more rapidly, contributing to a faster deposition rate. This characteristic makes DCEP ideal for welding thicker materials where deep penetration is necessary to fuse the joint effectively.
Penetration and Speed
DCEP provides excellent penetration, which is crucial when welding materials that are prone to defects like lack of fusion or incomplete penetration, especially in thicker sections. The faster melting rate of the electrode also allows for quicker travel speeds, increasing productivity. Welders often find the arc in DCEP to be more stable and less prone to spatter, leading to a cleaner weld puddle and a more refined bead appearance.
Electrode Suitability and Applications
Many common stick welding electrodes are designed to be run on DCEP. Electrodes like the E6010 and E6011, often referred to as “fast-freeze” or “high-cellulose” electrodes, are specifically formulated for DCEP. These electrodes produce a forceful, driving arc that excels at penetrating rusty, dirty, or painted surfaces, making them invaluable for field repairs and general construction where surface preparation might be compromised. They also perform well in out-of-position welding (vertical and overhead) due to their fast-freezing slag, which helps support the molten metal.
Advantages of DCEP
- Deep Penetration: Essential for welding thicker materials and ensuring good fusion.
- Fast Deposition Rate: Quicker melting of the electrode leads to faster welding speeds.
- Stable Arc: Often results in less spatter and a cleaner weld puddle.
- Effective on Dirty Surfaces: E6010 and E6011 electrodes excel in less-than-ideal conditions.
- Good for Out-of-Position Welding: The fast-freezing slag supports the weld pool effectively.
Disadvantages of DCEP
- Excessive Heat for Thin Materials: The deep penetration and hotter arc can easily burn through thin metals.
- Electrode Consumption: The faster melting rate means electrodes are consumed more quickly.
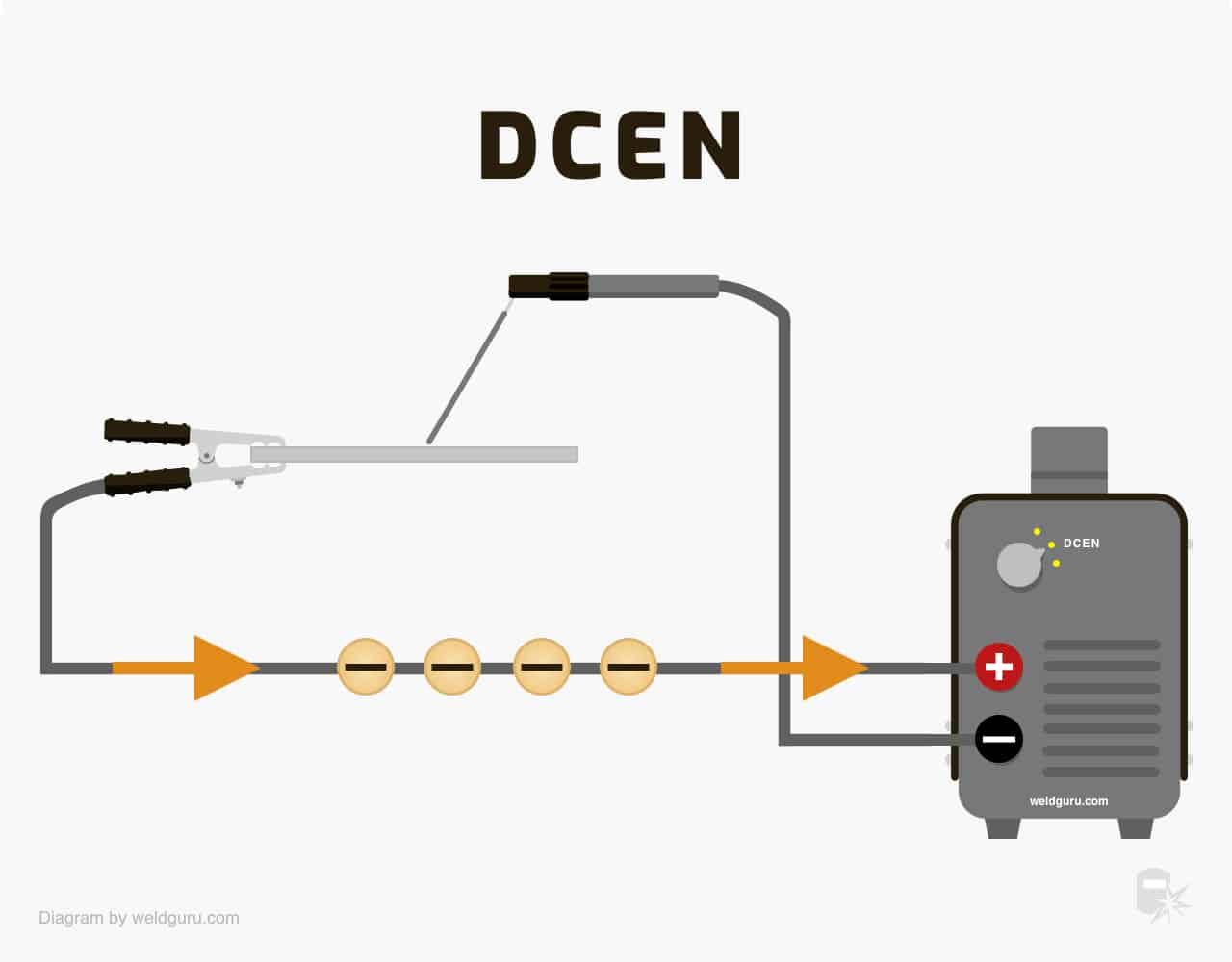
Understanding DC Electrode Negative (DCEN) – Straight Polarity
In DCEN, the electrode is connected to the negative terminal of the welding machine, and the workpiece is connected to the positive terminal. In this configuration, the majority of the arc heat, approximately two-thirds, is directed towards the workpiece, while about one-third is on the electrode.
Arc Characteristics and Heat Distribution
The DCEN arc is generally softer and wider than the DCEP arc. The heat distribution favoring the workpiece results in shallower penetration compared to DCEP. This characteristic makes DCEN suitable for applications where excessive heat input or deep penetration could be detrimental.
Penetration and Speed
Due to the reduced heat at the workpiece, DCEN offers shallower penetration. This is advantageous when welding thinner materials, as it minimizes the risk of burn-through. While the deposition rate might be slightly slower than DCEP due to less rapid electrode melting, the control over heat input can lead to a smoother bead appearance and less distortion on thin sections.
Electrode Suitability and Applications
Electrodes like the E6012, E6013, and some rutile-coated electrodes are often recommended for use on DCEN. These electrodes produce a smoother arc and less spatter than their cellulose-coated counterparts, making them well-suited for cosmetic welds or situations where a refined bead appearance is prioritized. DCEN is a good choice for welding thin sheet metal, mild steel, and some stainless steels where precise heat control is paramount. It can also be effective for filling wider gaps where a less aggressive arc is preferred.
Advantages of DCEN
- Shallow Penetration: Ideal for welding thin materials and preventing burn-through.
- Reduced Distortion: Less heat input into the workpiece minimizes warping.
- Smoother Arc: Often results in less spatter and a cleaner, more refined bead appearance.
- Good for Cosmetic Welds: Produces a visually appealing weld.
Disadvantages of DCEN
- Limited Penetration: Not suitable for welding thick materials or where deep fusion is required.
- Slower Deposition Rate: Can be slower for applications requiring high deposition.
- Less Effective on Dirty Surfaces: The softer arc may struggle to penetrate rust, paint, or mill scale.
Exploring Alternating Current (AC)

Alternating current (AC) welding machines provide a current that continuously reverses its direction. In stick welding, this means the polarity switches between positive and negative at a high frequency. This constant switching has unique effects on the arc and weld characteristics.
Arc Characteristics and Heat Distribution
AC welding offers a balance between DCEP and DCEN. During the positive half-cycle, the electrode is positive, leading to deeper penetration. During the negative half-cycle, the electrode is negative, resulting in shallower penetration. This cycle helps to “clean” the arc and reduce the arc blow that can sometimes occur with DC welding. Arc blow is the deflection of the arc from its intended path due to magnetic forces.
Penetration and Speed
The penetration in AC welding is generally intermediate between DCEP and DCEN. The arc is often described as having a “whipping” action, which can make it feel less stable than DC, especially for less experienced welders. This can sometimes lead to more spatter. However, for certain applications, AC provides a good compromise in terms of penetration and heat input.
Electrode Suitability and Applications
AC is commonly used with electrodes like the E6011 and E6013. The E6011, in particular, is designed to perform well on AC, offering similar characteristics to DCEP in terms of penetration and arc force, but with the added benefit of reduced arc blow. AC is a versatile choice for general-purpose welding, fabrication, and maintenance tasks where the material thickness varies or where arc blow is a concern. Many older AC-only welding machines are still in use, making AC a prevalent polarity for many stick welders.
Advantages of AC
- Reduced Arc Blow: The alternating polarity helps to mitigate magnetic arc deflection.
- Versatile Penetration: Offers an intermediate level of penetration suitable for a range of applications.
- Effective with Certain Electrodes: E6011 and E6013 electrodes perform well on AC.
- Widely Available: Many AC welding machines are readily available and cost-effective.
Disadvantages of AC
- Less Stable Arc: Can be more challenging for beginners to control due to arc “whipping.”
- Increased Spatter: Often produces more spatter than DC welding.
- Intermediate Penetration: May not provide the deep penetration required for very thick materials or the shallow penetration needed for extremely thin metals.
Making the Right Choice: Factors to Consider
Selecting the correct polarity for stick welding involves a careful consideration of several factors:
Material Thickness
This is arguably the most critical factor. For thicker materials (typically 1/8 inch or 3/16 inch and above), DCEP is usually preferred for its deep penetration. For thinner materials (below 1/8 inch), DCEN is the safer choice to prevent burn-through. AC offers an intermediate option that can work for a range of thicknesses.
Electrode Type
Each electrode is designed with specific characteristics and is often recommended for a particular polarity. Always check the electrode packaging or manufacturer’s specifications for recommended polarity. Using an electrode on the wrong polarity can lead to poor weld quality, excessive spatter, and difficulty in arc control. For instance, E6010 is strictly DCEP, while E6013 can run on DCEN or AC.
Joint Design and Fit-up
The type of joint (e.g., butt, lap, T-joint) and the fit-up (how well the pieces align) influence the required penetration. A poorly fitting joint with a gap might benefit from the deeper penetration of DCEP, while a perfectly fitted joint on thin material will require the controlled heat of DCEN.
Welding Position
Out-of-position welding (vertical up, overhead) typically requires electrodes that freeze quickly to support the molten metal. DCEP with electrodes like E6010 and E6011 is often the preferred choice for these positions due to their fast-freezing slag.
Surface Condition
If welding on materials with rust, mill scale, or paint, DCEP with electrodes like E6010 or E6011 is often the most forgiving option as their forceful arc can penetrate these contaminants. For clean, prepared surfaces, DCEN or AC might be more suitable for achieving a cleaner, more refined weld.
Desired Weld Appearance and Properties
If a smooth, aesthetically pleasing weld is paramount and penetration is less of a concern, DCEN might be favored. If strength and deep fusion are the primary goals, DCEP is often the better choice.
Welder Skill and Comfort
While it’s important to understand the technical reasons for choosing a polarity, a welder’s comfort and familiarity with a particular arc characteristic can also play a role. A welder who has mastered the arc characteristics of DCEN might achieve better results with it than struggling with a less familiar DCEP arc.
Conclusion
The choice of polarity in stick welding is not a matter of guesswork but a calculated decision based on the specific welding task at hand. DCEP (reverse polarity) excels in applications demanding deep penetration and high deposition rates, particularly on thicker materials and in challenging conditions. DCEN (straight polarity) offers controlled heat input and shallower penetration, making it ideal for thin materials and cosmetic welds. AC welding provides a versatile middle ground, balancing penetration and mitigating arc blow, making it a workhorse for general fabrication. By understanding the nuances of each polarity and considering factors like material thickness, electrode type, and welding position, welders can optimize their stick welding process, leading to stronger, cleaner, and more efficient results. Mastering polarity is a fundamental step towards becoming a proficient stick welder.