In the vast landscape of material science, few innovations have had as profound and lasting an impact across diverse industries as Gore-Tex. More than just a fabric, Gore-Tex represents a pinnacle of technological ingenuity, solving a fundamental challenge that plagued outdoor enthusiasts, professionals, and even medical practitioners for centuries: how to create a material that is both completely waterproof and breathable. Its inception marked a paradigm shift, allowing for the development of high-performance gear that protects against the elements while ensuring comfort, a balance previously thought unattainable. At its core, Gore-Tex is an innovative membrane, a testament to scientific curiosity and meticulous engineering, designed to unlock new possibilities in product design and human interaction with challenging environments.

The story of Gore-Tex is one of accidental discovery turned deliberate innovation. While the term is often used generically, Gore-Tex refers to a family of patented materials developed by W. L. Gore & Associates, fundamentally centered around a unique polymer: expanded polytetrafluoroethylene (ePTFE). Its creation in 1969 by Bob Gore, son of company founders Wilbert and Genevieve Gore, was a serendipitous moment that forever changed the textile and material science industries. By rapidly stretching heated PTFE (the polymer known for its non-stick properties in Teflon), Bob Gore discovered a new material with an astonishing microporous structure. This structure, featuring billions of microscopic pores per square inch, is the secret behind Gore-Tex’s legendary performance, enabling it to repel liquid water while allowing water vapor to pass through. This breakthrough wasn’t just about making a better raincoat; it was about establishing a new benchmark for functional materials, pushing the boundaries of what was technologically possible and inspiring generations of innovation in countless fields.
The Science Behind the Miracle Fabric
The reputation of Gore-Tex as a “miracle fabric” isn’t built on marketing hype but on sound scientific principles and a uniquely engineered structure. Understanding how Gore-Tex achieves its seemingly contradictory properties of being both waterproof and breathable requires a delve into the microscopic world of polymers and membranes.
The ePTFE Revolution: From PTFE to a Porous Marvel
The journey begins with polytetrafluoroethylene (PTFE), a fluoropolymer renowned for its chemical inertness, low friction, and non-stick properties – famously known as the coating in Teflon cookware. While PTFE itself is durable, it wasn’t until Bob Gore’s innovative experimentation that its full potential for breathable waterproof materials was realized. In 1969, by rapidly stretching heated PTFE rods, he discovered that the material could be expanded into a microporous structure. This expanded PTFE, or ePTFE, fundamentally altered the material’s properties. Instead of a solid, impermeable mass, ePTFE became a matrix of interconnected nodes and fibrils, creating a staggering number of microscopic pores. A single square inch of Gore-Tex membrane can contain over nine billion such pores. This structural transformation was the cornerstone of the Gore-Tex revolution, giving birth to a material unlike any seen before.
A Membrane’s Masterpiece: Pores That Perform
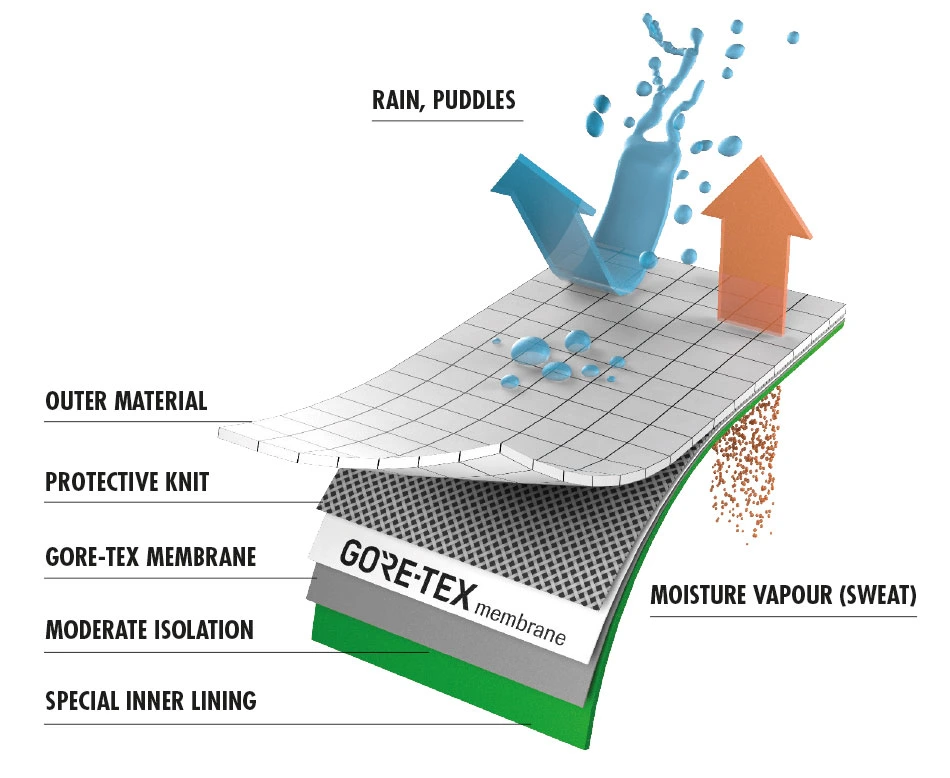
The genius of ePTFE lies in the precise dimensions of these billions of pores. Each pore is approximately 20,000 times smaller than a single drop of liquid water. This extreme size disparity means that water, in its liquid form, cannot penetrate the membrane, effectively making it waterproof. Rain, snow, and splashes simply bead up and roll off the surface, unable to force their way through the intricate network of ePTFE.
Conversely, these same pores are about 700 times larger than a water vapor molecule. When the body perspires, creating water vapor, these microscopic gas molecules are small enough to pass freely through the membrane from the inside out. This selective permeability is what provides the crucial breathability of Gore-Tex. It allows sweat and body moisture to escape, preventing the clammy, uncomfortable build-up of condensation that is common with non-breathable waterproof materials. The result is a microclimate inside the garment that remains dry and comfortable, significantly enhancing the wearer’s experience in demanding conditions. This delicate balance – blocking liquid while permitting gas – is the hallmark of ePTFE’s technological sophistication.

The Lamination Process: Integrating the Membrane
While the ePTFE membrane is the heart of Gore-Tex, it cannot stand alone as a functional fabric. It is incredibly thin, delicate, and would quickly be damaged or worn out on its own. To create a robust and durable material, the ePTFE membrane is typically laminated to other textile layers. This lamination process involves bonding the membrane between high-performance outer fabrics and often an inner lining material.
Common configurations include:
- 2-Layer Laminate: The ePTFE membrane is bonded to the outer fabric, with a loose-hanging liner on the inside for comfort and protection. This offers good versatility and is often lighter.
- 3-Layer Laminate: The ePTFE membrane is bonded to both the outer fabric and a durable inner backing fabric. This construction is highly durable, reduces bulk, and is often preferred for more rugged applications.
- Z-Liner Construction: The membrane is bonded to a lightweight carrier fabric and then suspended between the outer fabric and the inner lining. This allows for more design flexibility in the outer fabric.
The careful selection of outer fabrics, often treated with a Durable Water Repellent (DWR) finish, and inner linings is crucial to the overall performance and longevity of the final Gore-Tex product. This multi-layered approach ensures the membrane is protected, the garment is comfortable, and its waterproof-breathable properties are maintained over time and through rigorous use.
Beyond the Basics: Core Technologies & Innovations
The initial discovery of ePTFE was just the beginning for W. L. Gore & Associates. Over decades, the company has relentlessly pursued further innovation, developing a suite of specialized Gore-Tex product technologies designed to optimize performance for specific activities and environmental conditions. This evolution showcases a commitment to refining material science for real-world application.
Different Gore-Tex Product Technologies for Specialized Performance
Recognizing that a single “Gore-Tex” solution might not be optimal for every user or scenario, Gore has developed distinct product lines, each tailored with specific performance characteristics:
- Gore-Tex Pro: Engineered for extreme conditions and professional use, Gore-Tex Pro utilizes rugged, multi-layer constructions (often 3-layer) with highly durable outer fabrics. It maximizes breathability while offering uncompromising waterproof and windproof protection. This technology is popular among mountaineers, backcountry skiers, and outdoor professionals who demand the highest levels of performance and longevity. Its innovative membrane systems often incorporate a robust micro-grid backer to enhance abrasion resistance and reduce internal friction.
- Gore-Tex Paclite® Technology: Designed for lightweight, packable, and minimalist gear, Paclite products use a 2-layer construction where the ePTFE membrane is bonded directly to the outer fabric, and a protective layer (often a carbon-based coating) replaces a separate inner lining. This reduces weight and bulk, making it ideal for fast-and-light activities where space and weight are critical, such as trail running, cycling, or emergency rainwear.
- Gore-Tex Active: Focused on high-aerobic activities, Gore-Tex Active prioritizes extreme breathability to manage sweat efficiently during intense exertion. It typically employs lighter, more breathable outer fabrics and a thin, streamlined construction, ensuring moisture can escape rapidly to prevent overheating and clamminess. This technology is favored by runners, cyclists, and cross-country skiers.
- Gore-Tex Shakedry™: This revolutionary technology eliminates the need for an outer fabric by making the Gore-Tex membrane itself the exterior surface. Its unique non-wetting surface means water beads up and literally shakes off, preventing the garment from wetting out and maintaining consistent breathability. It’s incredibly light and packable, ideal for road running and cycling, but its exposed membrane means it’s less durable for activities involving backpacks or rough contact.
- Gore-Tex with Gore C-Knit™ Backer Technology: This technology integrates a soft, dense, and lightweight circular knit textile as the inner layer, offering enhanced comfort, improved breathability, and a softer feel compared to traditional 3-layer laminates. It’s designed to make rugged shells more comfortable for everyday wear and a broader range of outdoor activities.
These specialized applications demonstrate Gore’s continuous innovation, moving beyond a single material to an ecosystem of high-performance solutions, each meticulously engineered to meet precise user needs and performance criteria.
Durable Water Repellent (DWR) Treatment: The First Line of Defense
While the Gore-Tex membrane is inherently waterproof, most Gore-Tex garments feature an additional layer of protection on their outer fabric: a Durable Water Repellent (DWR) treatment. This invisible polymer coating is applied to the garment’s exterior surface during manufacturing.
The primary function of DWR is not to provide waterproofing (that’s the membrane’s job) but to prevent the outer fabric from absorbing water and becoming “wet out.” When water beads up and rolls off the DWR-treated surface, it allows the Gore-Tex membrane to breathe effectively. If the outer fabric becomes saturated with water, it can inhibit the membrane’s ability to release water vapor from the inside, leading to a feeling of dampness even if the garment isn’t leaking.
However, DWR coatings are not permanent. They wear off over time due to abrasion, dirt, body oils, and repeated washing. When a garment starts to “wet out” (water no longer beads up), it often indicates that the DWR needs to be reapplied or reactivated by washing and tumble drying.
A significant area of innovation in recent years has been the development of more environmentally friendly DWR treatments. Traditional DWRs often contained per- and polyfluoroalkyl substances (PFAS), which are persistent chemicals. Gore has been a leader in researching and implementing alternative DWR solutions, including those that are PFC-free or use short-chain PFCs with reduced environmental impact, reflecting a broader commitment to sustainable innovation within the textile industry. This ongoing research underscores the dynamic nature of material science, constantly seeking to improve both performance and ecological footprint.
Impact and Applications Across Industries
The invention of Gore-Tex transcended the realm of mere textile innovation; it catalyzed profound changes in product design, performance expectations, and safety across a multitude of industries. Its unique properties proved to be a versatile solution for challenges ranging from extreme weather protection to critical medical applications.
Revolutionizing Outdoor & Performance Wear
Perhaps the most recognized impact of Gore-Tex is within the outdoor and performance apparel industry. Before Gore-Tex, waterproof clothing was typically heavy, stiff, and notoriously unbreathable, leading to a clammy, uncomfortable experience as sweat accumulated inside. Early solutions often involved rubberized fabrics or waxed cotton, which, while effective at blocking rain, trapped body heat and moisture, making prolonged activity miserable.
Gore-Tex changed this dynamic entirely. Suddenly, hikers, climbers, skiers, and mountaineers could wear jackets, pants, and boots that not only provided absolute protection from rain, snow, and wind but also allowed perspiration to escape. This revolutionary combination significantly enhanced comfort, reduced the risk of hypothermia (by preventing moisture buildup), and allowed athletes and adventurers to push boundaries in previously inaccessible or uncomfortable conditions.
The material quickly became the gold standard for high-performance outdoor gear, driving innovation across the entire industry. Brands raced to integrate Gore-Tex into their designs, leading to lighter, more ergonomic, and more functional apparel. Its influence extends to gloves, hats, and even footwear, where Gore-Tex linings create waterproof yet breathable barriers, keeping feet dry without sacrificing comfort. Beyond recreation, military and law enforcement personnel rely on Gore-Tex for protective gear, ensuring operational effectiveness and safety in harsh environments. The expectation for waterproof-breathable performance, largely set by Gore-Tex, is now a fundamental requirement for most serious outdoor and professional protective wear.
Expanding Horizons: Medical and Industrial Uses
While its outdoor applications are iconic, the versatility of ePTFE extends far beyond apparel, demonstrating its profound impact as a fundamental material innovation in various high-stakes sectors.
In the medical field, the inert and biocompatible nature of ePTFE makes it an ideal material for a wide range of implants and medical devices. Its porous structure can be engineered to allow tissue ingrowth, making it suitable for:
- Vascular Grafts: Replacing or bypassing damaged arteries and veins, ePTFE grafts are critical in cardiovascular surgery.
- Surgical Patches: Used to repair hernias, mend damaged heart tissue, or reinforce weakened areas.
- Sutures: Fine ePTFE threads are used in delicate surgical procedures due to their strength and minimal tissue reaction.
- Dental Floss: W. L. Gore & Associates also developed Glide® dental floss, leveraging the low-friction properties of ePTFE.
These applications highlight ePTFE’s remarkable adaptability, proving that a material initially conceived for waterproof fabrics could save lives and improve health outcomes in completely different contexts.
In industrial applications, the unique properties of ePTFE provide solutions for demanding engineering challenges:
- Filtration: The microporous structure is excellent for high-efficiency filtration, used in industrial dust collection, sterile air filtration for pharmaceutical and food processing, and even in automotive filters, where it can capture ultrafine particles while maintaining airflow.
- Sealants and Gaskets: Its chemical inertness, temperature resistance, and conformability make ePTFE an ideal material for high-performance sealants, gaskets, and packing in chemical processing plants, oil and gas industries, and sensitive electronic equipment, preventing leaks and contamination in critical systems.
- Cables and Wires: Due to its excellent dielectric properties, high-temperature resistance, and lightweight nature, ePTFE is used as insulation for high-performance cables in aerospace, telecommunications, and military applications, where reliability under extreme conditions is paramount.
The diverse adoption of ePTFE in medical and industrial fields underscores its status not merely as a fabric technology, but as a foundational material innovation. Its ability to solve complex problems across disparate sectors solidifies Gore-Tex’s legacy as a true marvel of modern engineering and material science.
The Future of Functional Fabrics and Material Innovation
The journey of Gore-Tex is a dynamic narrative of continuous improvement and adaptation. As global priorities shift towards environmental responsibility and technological advancements open new possibilities, the focus for functional fabrics, including Gore-Tex, increasingly revolves around sustainability and next-generation performance.
Sustainability and Innovation: A Continuous Evolution
For decades, the primary focus of functional fabrics like Gore-Tex was purely on performance: maximizing waterproofness, breathability, and durability. However, the environmental impact of material production, particularly the use of per- and polyfluoroalkyl substances (PFAS) in DWR treatments and manufacturing processes, has come under scrutiny.
W. L. Gore & Associates has responded to these challenges with significant investments in research and development aimed at reducing its environmental footprint while maintaining its performance standards. Key areas of innovation include:
- PFC-Free DWRs: As mentioned, Gore is actively phasing out “environmentally harmful” PFCs (perfluorinated chemicals) from its DWR treatments, moving towards non-fluorinated or shorter-chain PFC alternatives that are less persistent in the environment. This transition is a complex undertaking, requiring extensive testing to ensure new DWRs meet Gore’s rigorous performance and durability criteria.
- Recycled and Bio-Based Materials: Incorporating recycled content (e.g., from plastic bottles) into face fabrics and backer materials, and exploring bio-based polymers, are growing trends. This reduces reliance on virgin fossil fuels and diverts waste from landfills.
- Extended Product Lifespan: By focusing on durability and repairability, Gore-Tex products inherently promote sustainability. A longer-lasting product reduces the need for frequent replacements, thereby lowering overall consumption and waste. Initiatives like Gore’s “repair, don’t replace” ethos encourage consumers to extend the life of their gear.
- Circular Economy Initiatives: While challenging for multi-material laminates, research into end-of-life solutions, such as chemical recycling or design for disassembly, is gaining traction. The goal is to move towards a more circular economy where materials are reused and recycled, minimizing waste.
- Reduced Water and Energy Consumption: Optimizing manufacturing processes to use less water and energy, and reducing emissions, are ongoing operational improvements across Gore’s production facilities.
These efforts reflect a broader industry trend where high-performance materials are no longer solely judged on their technical capabilities but also on their ecological responsibility. Gore’s commitment to “Guaranteed To Keep You Dry™” now includes a guarantee of continuous innovation in sustainable practices.
The Legacy of Innovation: Setting the Benchmark for Functional Material Technology
Gore-Tex didn’t just introduce a product; it established a new category and set a benchmark for what functional fabrics could achieve. Its innovative ePTFE membrane demonstrated that seemingly contradictory properties—absolute waterproofness and effective breathability—could coexist, unlocking new possibilities in design and performance.
The legacy of Gore-Tex is evident in several ways:
- Industry Standard: It remains a gold standard against which other waterproof-breathable technologies are often measured.
- Catalyst for Competition: Its success spurred immense research and development from competitors, leading to a vibrant and innovative market for functional textiles.
- Broadening Applications: Its foundational ePTFE technology paved the way for critical advancements in medical and industrial sectors, far removed from its initial textile focus.
- Inspiring Material Science: Gore-Tex serves as a powerful example of how understanding and manipulating polymers at a microscopic level can lead to groundbreaking products with widespread societal impact.
The ongoing evolution of Gore-Tex, from new product technologies like Shakedry™ to its significant strides in environmental stewardship, demonstrates that innovation is not a one-time event but a continuous process. It underscores the dynamic nature of material science and engineering, constantly pushing boundaries to meet new challenges and consumer demands.
Conclusion
From its accidental discovery in a lab to its omnipresence in everything from mountaineering jackets to life-saving medical implants, Gore-Tex stands as a monumental achievement in material science and technological innovation. It masterfully resolved a fundamental design paradox, providing a material that is both impervious to liquid water and highly breathable to vapor, revolutionizing performance and comfort across numerous sectors.
The ingenuity of expanded polytetrafluoroethylene (ePTFE) and its carefully engineered microporous structure remains the core of its enduring success. Through continuous research and development, Gore has not only diversified its product technologies to meet specialized needs but also embarked on a critical journey towards greater environmental responsibility, proving that cutting-edge performance can evolve alongside sustainable practices.
Gore-Tex is more than just a brand; it is a testament to the power of relentless innovation, the impact of scientific curiosity, and the enduring quest to create materials that enable humanity to interact more safely, comfortably, and effectively with the world around them. Its legacy continues to inspire new generations of material scientists and engineers to challenge existing limitations and imagine the next frontier of functional materials.