The Digital Brain of Industrial Automation
At its core, PLC programming is the art and science of instructing a Programmable Logic Controller (PLC) to manage and automate industrial processes. PLCs are ruggedized, specialized computers designed to withstand harsh manufacturing environments – think extreme temperatures, dust, vibration, and electrical noise. Unlike the general-purpose computers we use daily, PLCs are built for reliability and real-time control of machinery. They act as the digital brain, receiving input from sensors, processing that information, and then sending output commands to actuators, motors, lights, and other devices on a factory floor.

The “programming” aspect refers to the specific software instructions written by engineers and technicians that dictate the PLC’s behavior. This isn’t like coding a website or a mobile app. PLC programming focuses on logical sequences, discrete operations, and continuous process control. It’s about defining “if this happens, then do that,” often in incredibly complex, high-speed scenarios where a missed instruction or a delayed response can have significant consequences for production efficiency, product quality, and even safety.
Understanding the PLC’s Role in Automation
Imagine a bottling plant. A PLC is likely orchestrating the entire operation. It receives signals from sensors detecting the presence of empty bottles on a conveyor belt. Based on these signals, it tells a robotic arm to pick up a bottle, positions it under a filling nozzle, and signals the nozzle to dispense a precise amount of liquid. Once filled, it directs the bottle to the next stage, perhaps capping or labeling. All of this happens seamlessly and in rapid succession, driven by the logic embedded within the PLC’s program.
The versatility of PLCs makes them indispensable across a vast array of industries. They are found in:
- Manufacturing: Assembly lines, packaging machines, robotic cells, material handling systems.
- Automotive: Stamping presses, welding robots, paint shops, quality inspection systems.
- Food and Beverage: Mixing tanks, conveyor systems, filling machines, pasteurizers.
- Pharmaceuticals: Sterilization equipment, tablet presses, packaging lines.
- Oil and Gas: Pumping stations, valve control, pipeline monitoring.
- Water and Wastewater Treatment: Pump control, filtration systems, chemical dosing.
- Building Automation: HVAC systems, lighting control, security systems.
Without PLCs, the sophisticated automation we rely on in modern life would simply not be possible. They enable high-volume production, consistent quality, and the ability to adapt manufacturing lines to new products or processes quickly.
Key Components of a PLC System
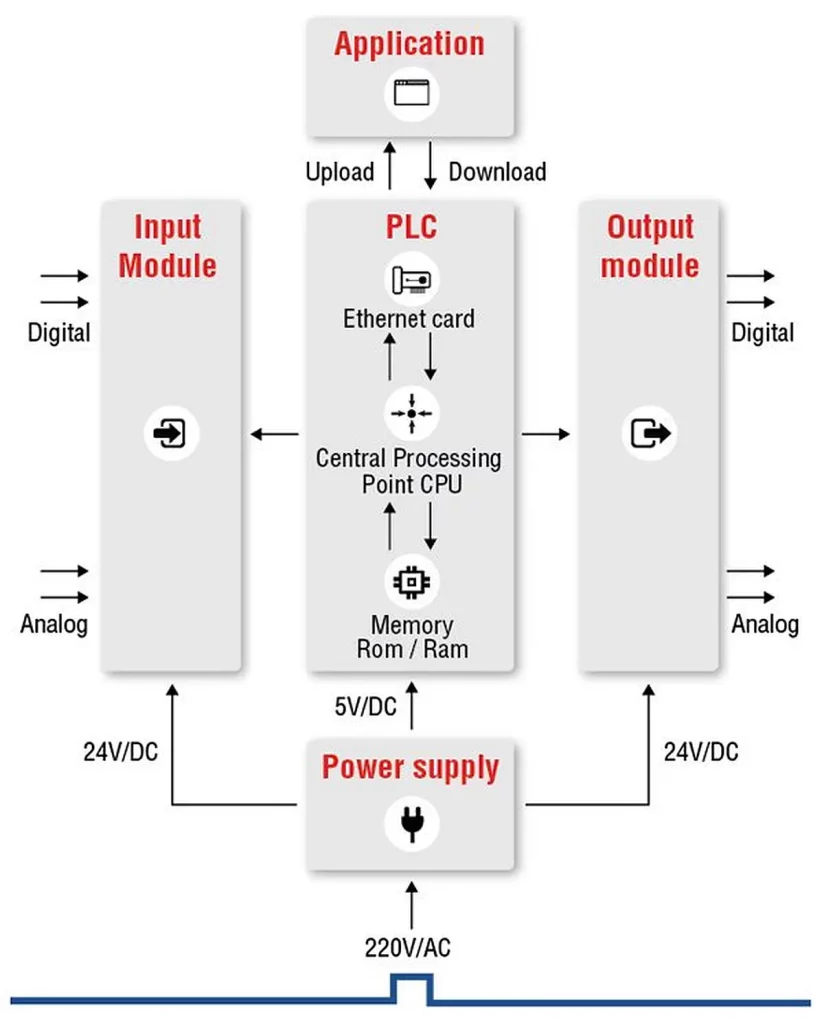
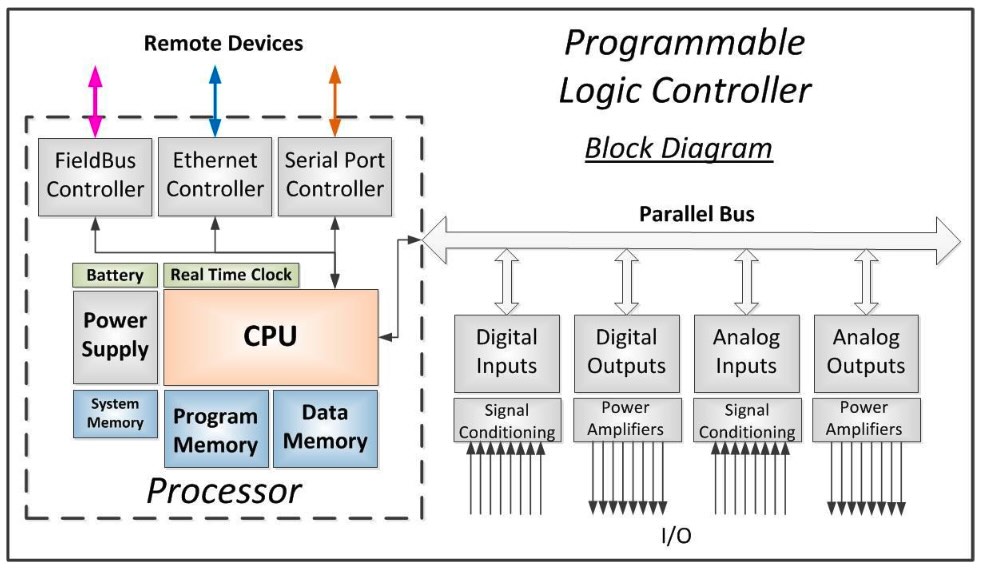
To understand PLC programming, it’s helpful to know the fundamental components of a PLC system:
- Central Processing Unit (CPU): The “brain” of the PLC. It fetches, decodes, and executes the program instructions, scans inputs, and updates outputs.
- Input Modules: These modules receive electrical signals from external devices like sensors (proximity sensors, limit switches, temperature sensors, pressure transmitters) and convert them into a format the CPU can understand.
- Output Modules: These modules take signals from the CPU and convert them into electrical signals that control external devices such as motors, solenoids, relays, indicator lights, and valves.
- Power Supply: Provides the necessary voltage and current to operate the PLC and its modules.
- Programming Device: This is typically a laptop or desktop computer running specialized software that allows engineers to write, edit, download, and debug PLC programs.
The Languages of PLC Programming
PLC programming isn’t done in C++, Java, or Python, the languages common in other computing fields. Instead, it utilizes specific languages defined by the International Electrotechnical Commission (IEC) standard 61131-3. This standard aims to provide a consistent framework for PLC programming across different manufacturers, although proprietary extensions and specific features still exist. The five primary IEC 61131-3 languages are:
1. Ladder Logic (LD)
Ladder Logic is the most widely used and historically significant PLC programming language. Its name comes from its visual resemblance to electrical relay ladder diagrams, a staple of industrial electricians for decades. In Ladder Logic, programs are structured as a series of “rungs,” each representing a logical condition and an action.
- Rungs: Each rung starts with inputs on the left and ends with outputs on the right.
- Contacts: Represent input conditions. They can be “normally open” (NO), which is true when the input is active, or “normally closed” (NC), which is true when the input is inactive.
- Coils: Represent output actions. When the conditions on the left side of the rung are met, the coil is energized, turning an output ON.
- Logic: The arrangement of contacts in series and parallel creates AND and OR logic, respectively.
- Timers and Counters: Special instructions are used to implement timing functions (e.g., delay ON, delay OFF) and counting operations.
Example: A simple rung might represent a safety interlock. A normally closed contact for a safety guard’s limit switch would be in series with a normally open contact for a start button. If the guard is closed (limit switch is ON) AND the start button is pressed (start button is ON), then an output coil to start a motor will be energized.
Ladder Logic’s strength lies in its intuitiveness for those familiar with electrical schematics, making troubleshooting and maintenance more accessible to a broader range of technical personnel.
2. Function Block Diagram (FBD)
Function Block Diagram (FBD) is a graphical language that uses blocks to represent functions. These blocks are connected by lines representing data flow. Each block takes inputs, performs a specific operation (e.g., a timer, a counter, a mathematical calculation, a comparison), and produces an output.
- Blocks: Represent pre-defined or user-defined functions.
- Connections: Lines indicate the flow of data between blocks.
- Graphical Representation: Provides a clear visual flow of operations.
FBD is excellent for representing sequential and parallel operations and is often used for complex control algorithms and process control applications. It can be particularly useful for visualizing data flow and interdependencies between different parts of a system.
3. Structured Text (ST)
Structured Text (ST) is a high-level, text-based programming language that is similar to Pascal or BASIC. It uses statements, loops, and conditional structures to define program logic.
- Statements: Individual commands that perform an action (e.g., assignment, function call).
- Conditional Statements:
IF-THEN-ELSEstructures allow for decision-making based on conditions. - Loops:
FOR,WHILE, andREPEATloops enable repetitive execution of code blocks. - Data Types: Supports various data types like integers, booleans, reals, and strings.
ST is powerful for complex algorithms, mathematical operations, string manipulation, and situations where direct hardware access is less critical. It offers greater flexibility and conciseness for programmers accustomed to traditional coding languages.
4. Instruction List (IL)
Instruction List (IL), also known as Assembly Language, is a low-level, text-based language. It consists of a series of mnemonic instructions, each representing a basic operation.
- Mnemonics: Short codes representing operations (e.g.,
LDfor Load,STfor Store,ANDfor logical AND). - Operands: Data or memory locations the instructions act upon.
IL is less commonly used today for new projects due to its complexity and difficulty in debugging compared to graphical languages. However, it can be useful for optimizing critical sections of code for performance or for directly accessing specific hardware features not easily accessible in other languages.
5. Sequential Function Chart (SFC)
Sequential Function Chart (SFC) is a graphical language designed to represent the step-by-step operation of a process. It breaks down a complex sequence into a series of steps and transitions.
- Steps: Represent a specific state or action within the process. Each step can contain programming in one of the other IEC 61131-3 languages (LD, FBD, ST, IL).
- Transitions: Logic that determines when to move from one step to the next.
- Actions: Associated with steps, these are the outputs or operations performed when a step is active.
SFC is ideal for controlling processes that naturally fall into distinct sequential stages, such as batch processing, machine startup/shutdown sequences, or complex material handling. It offers a clear, hierarchical view of the overall process flow.
The PLC Programming Process
Developing a PLC program is a systematic process that involves several key stages:
1. Requirements Gathering and System Design
The initial and perhaps most crucial stage involves understanding the exact requirements of the process to be automated. This includes:
- Identifying Inputs and Outputs: Determining all the sensors, switches, buttons, and other devices that will provide input to the PLC, and all the motors, solenoids, lights, and actuators that the PLC will control.
- Defining Process Logic: Mapping out the exact sequence of operations, the conditions that trigger actions, and any safety interlocks or alarm conditions.
- Hardware Selection: Choosing the appropriate PLC model, input/output modules, and other necessary hardware based on the complexity, speed, and environmental requirements of the application.
This stage often involves close collaboration between process engineers, automation engineers, and the operators who work with the machinery daily.
2. Program Development
Once the system design is finalized, the actual programming begins. This involves:
- Choosing the Right Language(s): Deciding which IEC 61131-3 language or combination of languages will best suit the application and the programming team’s expertise. Often, projects use multiple languages within the same program for different functionalities.
- Writing the Code: Translating the defined logic into the chosen programming language using specialized PLC development software (e.g., Siemens TIA Portal, Rockwell RSLogix, Schneider Electric EcoStruxure Machine Edition). This involves creating routines, functions, and data structures.
- Implementing Control Strategies: Designing and coding PID loops for continuous process control, state machines for complex sequencing, or basic Boolean logic for discrete operations.
- Adding Error Handling and Alarming: Incorporating logic to detect faults, generate alarms, and ensure safe shutdown procedures when necessary.
3. Testing and Debugging
Thorough testing is paramount before deploying a PLC program to a live industrial environment. This stage typically involves:
- Simulation: Using the programming software’s built-in simulation capabilities to test the program logic without actual hardware connected. This allows for early detection of logical errors.
- Offline Testing: Connecting the PLC to its I/O modules in a controlled environment (a “test bench”) and verifying the program’s functionality against real-world inputs and outputs. This is where most bugs are identified.
- Online Debugging: Once the program is downloaded to the PLC on the factory floor, engineers use online debugging tools to monitor the PLC’s state in real-time, examine variable values, force inputs, and trace the execution of the program to pinpoint and correct any remaining issues.
4. Commissioning and Optimization
After the program is deemed stable and reliable, it is commissioned into the live production environment. This involves:
- Final Verification: Ensuring that the automated system operates exactly as intended under production conditions.
- Performance Monitoring: Observing the system’s performance, efficiency, and reliability.
- Optimization: Making fine-tuning adjustments to parameters (e.g., PID loop gains, timer presets) or code to improve throughput, reduce energy consumption, or enhance product quality.
- Documentation: Creating comprehensive documentation of the program, including flowcharts, code comments, and operating manuals, which is essential for future maintenance and modifications.
Advanced Concepts and Future Trends in PLC Programming
The field of PLC programming is constantly evolving, driven by advancements in industrial automation, the Industrial Internet of Things (IIoT), and the increasing demand for smarter, more flexible manufacturing systems.
1. Integration with IIoT and Cloud Computing
Modern PLCs are increasingly connected to higher-level systems. This integration allows for:
- Data Acquisition and Analysis: PLCs can collect vast amounts of data from the production floor and transmit it to cloud platforms for advanced analytics, predictive maintenance, and performance monitoring.
- Remote Monitoring and Control: Operators and engineers can monitor and, in some cases, control processes remotely via web interfaces or mobile applications.
- Interoperability: Standards like OPC UA (Open Platform Communications Unified Architecture) are enabling seamless communication between PLCs from different vendors and other enterprise systems.
2. Cybersecurity in PLC Systems
As PLCs become more connected, cybersecurity becomes a critical concern. Protecting industrial control systems from unauthorized access, malware, and cyberattacks is essential to prevent operational disruptions and potential safety hazards. This involves implementing robust network security measures, access controls, and regular security updates.
3. AI and Machine Learning in Automation
While not directly programmed into the PLC in the same way as traditional logic, AI and machine learning are influencing PLC programming:
- AI-assisted Development: Tools are emerging that can assist in generating or optimizing PLC code.
- Machine Learning for Optimization: ML algorithms can analyze data from PLCs to optimize control parameters for better efficiency or quality without direct human intervention.
- Predictive Maintenance: AI can analyze sensor data collected by PLCs to predict equipment failures before they occur, allowing for proactive maintenance.
4. Motion Control and Robotics Integration
PLCs are increasingly being used to control sophisticated motion control systems and integrate with robots. This requires specialized programming capabilities for:
- Advanced Kinematics: Controlling multi-axis robotic arms and complex motion profiles.
- Real-time Synchronization: Ensuring precise coordination between multiple motors, drives, and robotic components.
- Safety Integration: Implementing advanced safety functions for collaborative robotics and high-speed machinery.
PLC programming is a specialized but vital discipline that forms the backbone of modern industrial automation. It requires a blend of logical thinking, electrical understanding, and software development skills, constantly adapting to meet the ever-increasing demands for efficiency, flexibility, and intelligence in the manufacturing world.