A sublimation printer, at its core, is a specialized digital printing device that utilizes a unique process to transfer ink onto various materials. Unlike traditional inkjet or laser printers that deposit ink or toner onto a surface, sublimation printers employ heat to transform solid ink into a gaseous state, which then permeates the substrate. This results in a durable, vibrant, and permanent image that is essentially part of the material itself, rather than sitting on top of it. The “what” of a sublimation printer is intrinsically linked to this transformative mechanism, enabling a level of print quality and longevity unmatched by many other printing technologies.

The science behind sublimation printing is fascinating. It leverages the physical property of sublimation, where a substance transitions directly from a solid to a gas phase without passing through the liquid phase. In the context of printing, this means that special sublimation inks, which are solid at room temperature, are heated under pressure. When heated, these inks vaporize. This gas then penetrates the pores of the material being printed on. Upon cooling, the ink gas solidifies within the material’s fibers or molecular structure, creating a permanent bond. This process is what differentiates sublimation printing and dictates its capabilities and applications.
The Core Mechanism: Heat, Pressure, and Ink Transformation
The fundamental operation of a sublimation printer revolves around a synergistic interplay of three key elements: sublimation ink, heat, and pressure. Understanding each of these components is crucial to grasping the printer’s function.
Sublimation Ink: The Specialized Medium
Sublimation inks are not your everyday printing inks. They are specifically formulated to possess the property of sublimation – to turn directly from a solid into a gas when heated. These inks are typically dye-based and are delivered in liquid form within the printer’s ink cartridges or reservoirs. However, the magic happens when these liquid dyes are heated to temperatures around 400°F (200°C). At this point, the dyes transform into a gaseous state. It is this gaseous state that allows the ink to permeate the substrate, rather than sitting on the surface. The vibrant colors and sharp details achieved through sublimation printing are a direct result of the precise chemical composition and sublimation properties of these specialized inks.
The Role of Heat: Vaporization and Infusion
Heat is the catalyst that initiates the sublimation process. Within the printer, either the ink itself is heated directly, or the material being printed on is heated after the ink has been applied. In the most common type of sublimation printing, the printer first prints an image using sublimation inks onto a special transfer paper. This transfer paper then acts as an intermediary. The paper, with the printed image, is then placed in contact with the substrate (e.g., a polyester shirt, a ceramic mug, a metal panel) and subjected to high heat (again, typically around 400°F) and significant pressure in a heat press. The heat from the press causes the solid ink on the transfer paper to vaporize. Simultaneously, the heat causes the pores of the substrate material to open, allowing the ink vapor to infuse into the material.
The Importance of Pressure: Ensuring Permeation
While heat is responsible for vaporizing the ink and opening the substrate’s pores, pressure is essential for ensuring that the ink vapor effectively permeates the material. The heat press applies consistent and firm pressure, forcing the vaporized ink to be absorbed deep into the material’s structure. Without adequate pressure, the ink would not be able to fully penetrate, leading to faded or incomplete prints. The combination of precise temperature control and uniform pressure is what guarantees the depth and permanence of the sublimation print.
Applications and Material Compatibility
The unique properties of sublimation printing lend themselves to a wide array of applications across various industries. The permanence and vibrancy of the prints make them ideal for products that require durability and high-quality aesthetics.
Textiles and Apparel: Vibrant and Lasting Designs
One of the most prominent applications of sublimation printing is in the decoration of textiles, particularly polyester fabrics. Sublimation is the go-to method for printing intricate, full-color designs onto athletic wear, activewear, flags, banners, and fashion apparel. Because the ink becomes a part of the fabric fibers, the printed image is incredibly durable, resistant to cracking, peeling, and fading, even after repeated washing and exposure to sunlight. The process allows for edge-to-edge printing, meaning designs can cover the entire surface of a garment without the typical limitations of screen printing or heat transfers. This capability is particularly advantageous for creating custom team jerseys, promotional merchandise, and unique fashion pieces.
Promotional Products and Merchandising: Customization at Scale
Sublimation printing excels in the realm of personalized and promotional items. Mugs, water bottles, phone cases, mousepads, keychains, and even jigsaw puzzles can be adorned with vibrant, custom graphics. The ability to print full-color, photographic-quality images onto a variety of hard surfaces makes sublimation a popular choice for businesses looking to create branded merchandise. The durable nature of the prints ensures that logos and designs remain prominent, serving as a long-lasting advertisement. This makes it an effective tool for corporate gifting, event souvenirs, and retail product customization.
Signage and Displays: Durability and Visual Impact
The robustness of sublimation prints also makes them suitable for various signage and display applications. Indoor and outdoor banners, trade show graphics, and rigid signs can be produced with exceptional clarity and color fidelity. The inks are resistant to UV degradation and environmental factors, ensuring that the visuals remain sharp and appealing over time. This durability is a significant advantage for businesses that need to maintain a professional and consistent brand image across various marketing materials. The ability to print on large format materials further expands its utility in this sector.

Specialty Items and Unique Applications: Pushing Creative Boundaries
Beyond the more common applications, sublimation printing opens doors to a multitude of specialty items and unique creative endeavors. Photo albums with printed covers, custom ceramic tiles for home décor, awards and trophies, and even specialty sporting equipment can all benefit from sublimation’s capabilities. Artists and designers can utilize sublimation to transfer their digital artwork onto tangible products, creating unique pieces of art or merchandise. The precision and color accuracy of the process allow for faithful reproduction of complex designs, appealing to a wide range of creative professionals.
The Process Explained: From Digital Design to Finished Product
Understanding the step-by-step process of sublimation printing provides a clearer picture of how these vibrant and durable images are created. While variations exist depending on the specific equipment and materials used, the general workflow remains consistent.
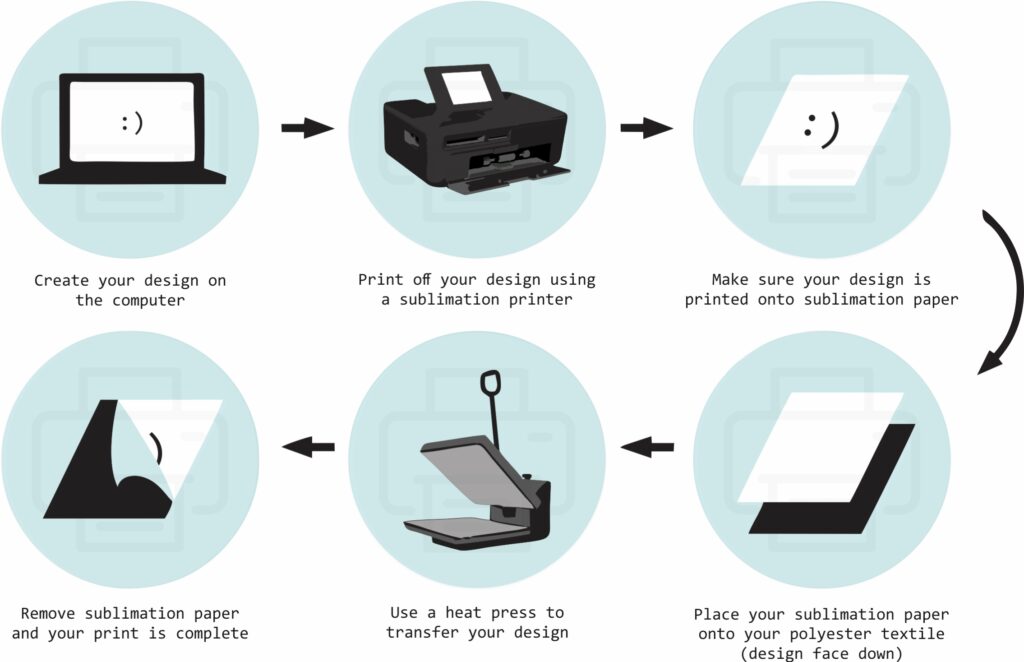
Step 1: Digital Design and Preparation
The journey begins with a digital design. This can be anything from a simple logo to a complex photographic image. The design is created or imported into graphic design software. Crucially, the design must be created in a mirrored or reversed format because it will be printed onto transfer paper before being applied to the final substrate. This ensures that when the image is transferred and flipped, it appears correctly on the finished product. Color profiles are also important to ensure accurate color reproduction during the printing process.
Step 2: Printing onto Sublimation Transfer Paper
Once the design is prepared and mirrored, it is printed onto a special type of paper known as sublimation transfer paper. This paper is coated with a special polymer that is designed to hold the sublimation inks. The sublimation printer, loaded with sublimation inks, precisely lays down the ink according to the digital design. The quality of the transfer paper and the accuracy of the printer are critical at this stage to ensure a sharp and detailed initial print.
Step 3: Heat Transfer Process
This is the transformative stage where the magic of sublimation occurs. The printed transfer paper is placed face down onto the material that will be decorated (the substrate). This combination is then inserted into a heat press. The heat press is programmed to reach a specific temperature (typically around 400°F or 200°C) and apply a set amount of pressure for a predetermined duration.
During this time, the heat from the press causes the sublimation inks on the transfer paper to vaporize. The pressure from the heat press forces the pores of the substrate material to open, allowing the ink vapor to penetrate deep into the material’s fibers or molecular structure. For example, when sublimating onto polyester fabric, the ink infuses directly into the polyester molecules.
Step 4: Cooling and Final Product
Once the heat press cycle is complete, the transfer paper is carefully removed from the substrate. The result is a vibrant, permanent, and durable image that is now part of the substrate itself. As the material cools, the ink vapor solidifies within the material, locking in the color and detail. The finished product is ready for use, display, or sale. The image will not feel raised on the surface, nor will it peel or crack like some other transfer methods.
Advantages and Limitations of Sublimation Printing
Like any printing technology, sublimation printing offers a distinct set of advantages and some inherent limitations that potential users should be aware of. Understanding these aspects helps in determining its suitability for specific projects.
Key Advantages:
- Exceptional Durability and Permanence: The ink fuses with the material, making it resistant to scratching, peeling, cracking, and fading. This ensures long-lasting, high-quality prints.
- Vibrant and Photorealistic Colors: Sublimation can reproduce a wide spectrum of colors with remarkable accuracy, allowing for detailed and photorealistic images.
- Edge-to-Edge Printing: Designs can extend across the entire surface of the substrate, offering more creative freedom, especially in textile applications.
- No Texture or Feel: The printed image lies within the material, meaning there is no added texture or stiffness, which is particularly beneficial for apparel.
- Cost-Effective for Small Batches and Customization: While initial equipment costs can be a factor, sublimation is very efficient for producing one-off or small runs of custom items without the setup costs associated with methods like screen printing.
- Suitable for Complex Designs: Intricate details, gradients, and photographic images are rendered beautifully through sublimation.
Notable Limitations:
- Material Specificity: Sublimation printing works best on materials with a high polyester content (typically 65% or more for apparel) or on specially coated substrates designed for sublimation. It does not work on natural fibers like 100% cotton or on non-coated materials like untreated metal or wood.
- White or Light-Colored Substrates Required: Since sublimation inks are transparent, they do not have a white ink option. Therefore, printing on dark or black materials will result in the underlying color showing through, rendering the design muted or invisible. White or very light-colored substrates are essential for achieving accurate and vibrant colors.
- Requires Specialized Equipment: A sublimation printer, sublimation inks, sublimation transfer paper, and a heat press are all necessary components, representing an initial investment.
- Potential for Color Shifts: While color accuracy is generally high, slight variations can occur due to differences in heat press calibration, material batches, or humidity. Careful profiling and testing are recommended.
In conclusion, a sublimation printer is a sophisticated tool that transforms digital designs into permanent, vibrant images by leveraging the principles of heat and ink vaporization. Its ability to create durable, high-quality prints on a variety of specialized materials makes it an invaluable technology for industries ranging from apparel and promotional products to signage and custom merchandise.