Tapping threads into a material is a fundamental process in many DIY projects and professional applications. Whether you’re assembling a custom drone frame, repairing a piece of equipment, or creating a bespoke gadget, the ability to accurately create internal threads is invaluable. Among the most common thread sizes encountered is the 1/4-inch tap. However, the success of this operation hinges on a seemingly simple, yet critical, precursor: selecting the correct drill bit size for the pilot hole. This article delves into the precise drill bit dimension required for a 1/4-inch tap, exploring the underlying principles, various tap types, and best practices to ensure flawless thread formation, particularly within the intricate world of drone construction and modification.

The Core Principle: Tap Drill Size Calculation
The fundamental concept behind selecting the correct tap drill bit size is to remove just enough material to allow the tap to form strong, well-defined threads without compromising the integrity of the workpiece or breaking the tap itself. A tap functions by cutting helical grooves into the pre-drilled hole, and the drill bit’s diameter dictates the amount of “thread stock” or metal that will be displaced and shaped by the tap’s cutting edges.
For any given tap size, there is a corresponding “tap drill” size. This size is typically expressed as a fractional inch, a letter, or a number corresponding to a specific diameter. The goal is to drill a hole that is slightly smaller than the minor diameter of the thread being cut. The minor diameter is the diameter of the core of the threaded material, after the threads have been formed.
Standard 1/4-Inch Tap Drill Sizes
For a standard 1/4-inch tap, there are two primary thread types to consider: National Coarse (NC) and National Fine (NF). The difference lies in the number of threads per inch (TPI). Coarse threads are more common, while fine threads offer greater strength in thin materials and are less prone to loosening from vibration.
-
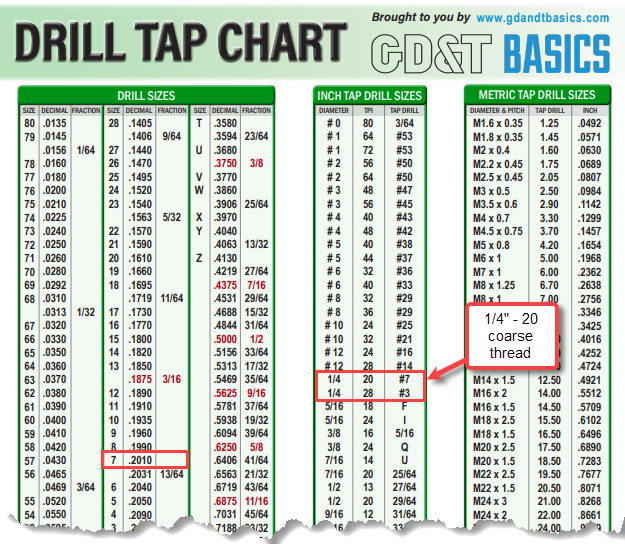
1/4-20 Tap (1/4-inch diameter, 20 TPI – Coarse Thread): The recommended tap drill size for a 1/4-20 tap is typically #7 drill bit. This drill bit has a diameter of 0.201 inches (5.09 mm).
-
1/4-28 Tap (1/4-inch diameter, 28 TPI – Fine Thread): The recommended tap drill size for a 1/4-28 tap is generally #10 drill bit. This drill bit has a diameter of 0.1935 inches (4.915 mm).
It’s crucial to understand why these specific sizes are chosen. The tap has a major diameter (the outer diameter of the thread) and a minor diameter (the diameter at the root of the thread). The drill bit’s diameter should ideally be slightly larger than the minor diameter but smaller than the major diameter, allowing the tap to cut the full thread profile.
Why Not a Simple Diameter Measurement?
One might assume that for a 1/4-inch tap, a 1/4-inch drill bit would be appropriate. This is incorrect. Using a 1/4-inch drill bit (0.250 inches) would remove too much material. The tap would then be trying to cut threads into a hole that is already at or very close to the major diameter of the thread. This would result in weak, shallow threads, or worse, the tap could seize and break.
Conversely, drilling too small a hole would mean the tap would have to remove an excessive amount of material. This puts immense stress on the tap, increasing the likelihood of breakage and producing poor-quality threads.
Factors Influencing Tap Drill Size Selection
While the standard sizes are reliable guides, several factors can influence the ideal tap drill size for optimal results, particularly in specialized applications like drone construction where materials can vary significantly.
Material Type and Hardness
The material being tapped plays a significant role.
-
Soft Metals (Aluminum, Brass, Plastics): These materials are more easily deformed. A slightly larger drill bit (closer to the upper end of the recommended range or even a few thousandths of an inch larger) might be acceptable, as the material will readily flow into the thread form. However, over-drilling can still weaken the threads.
-
Hard Metals (Steel, Titanium): Tapping harder metals requires more force. Using the precise recommended drill bit size, or even a fractionally smaller one (within tolerance), is critical. This ensures sufficient material is available for the tap to cut, creating strong threads without excessive force that could damage the tap. For very hard steels, a slightly smaller pilot hole and a tapping fluid designed for hard metals are essential.
Thread Percentage
Thread percentage refers to the amount of thread engagement achieved. Standard tap drill sizes are designed to produce approximately 75% thread engagement. This offers a good balance between thread strength and ease of tapping.
-
Higher Thread Percentage (e.g., 80-90%): Achieved by drilling a slightly smaller hole. This results in stronger threads but requires more torque to tap and can increase the risk of tap breakage, especially in brittle materials. This is often considered for critical load-bearing applications.
-
Lower Thread Percentage (e.g., 50-60%): Achieved by drilling a slightly larger hole. This makes tapping easier but produces weaker threads. This might be considered for very soft materials or where thread stripping is less of a concern.
In most drone applications, especially when tapping into aluminum or plastic components, 75% thread engagement is perfectly adequate and recommended for ease of tapping and good thread integrity.
Tap Type
While the drill bit size is primarily determined by the thread specification, the type of tap can also influence the process.
-
Plug Taps: These are the most common and have a chamfered end (taper) of about 6-10 threads. They are suitable for through holes and general-purpose tapping. The standard drill bit sizes are designed for plug taps.
-
Bottoming Taps (Plug Taps with a very short chamfer): Used to tap threads to the very bottom of a blind hole. The reduced chamfer means they cut more aggressively. While the initial drill size remains the same, care must be taken to avoid bottoming out too hard.
-
Taper Taps: Have a longer chamfer (10-15 threads). They are used for starting threads, especially in softer materials or when tapping by hand, as they require less force to engage. The standard drill bit sizes are appropriate.
-
Forming Taps (Roll Taps): These taps do not cut material but instead displace it to form threads. This process requires a slightly larger pilot hole than a cutting tap to allow for material displacement. The drill size for a forming tap is usually specified by the manufacturer, and it’s a different calculation from cutting taps.
For most hobbyist and professional drone builders, standard plug taps are the norm, making the #7 (for 1/4-20) and #10 (for 1/4-28) drill bits the go-to choices.
Best Practices for Tapping with a 1/4-Inch Tap
Achieving successful threads goes beyond just selecting the correct drill bit. Following proper procedures will significantly improve the quality of the threads and extend the life of your taps.
Precision Drilling
- Accuracy is Key: Use a sharp, appropriately sized drill bit. A dull bit will enlarge the hole and produce a ragged opening. Ensure the drill press or hand drill is perpendicular to the workpiece surface.
- Center Punching: For metal, always start with a center punch mark to guide the drill bit and prevent it from wandering.
- Drilling Depth: For blind holes, carefully measure and mark the required drilling depth on your drill bit using tape or a depth stop. Consider that the tap will create threads at the bottom of the hole, so the drilled depth should accommodate the length of the threaded portion you need.
Lubrication and Coolant
- Essential for Metals: When tapping metals, especially harder ones like steel or even aluminum, a tapping fluid or lubricant is crucial. It reduces friction, cools the cutting edges of the tap, prevents chip welding, and helps produce smoother, stronger threads.
- Types of Lubricants: General-purpose cutting oil, dedicated tapping fluid, or even motor oil can be used for less demanding applications. For specialized alloys, specific lubricants are available.
- Plastic and Softer Materials: Lubrication might not be as critical for plastics, but a light spritz of water or a mild lubricant can sometimes help prevent the tap from overheating or melting the material.
Tapping Technique
- Using a Tap Wrench: Always use a tap wrench or a tap handle for control and leverage. Ensure the tap is held perfectly square to the hole.
- Forward and Back: For cutting taps, especially in harder materials, it’s recommended to turn the tap clockwise for about one to two full turns, then back it off counter-clockwise for about half a turn. This action breaks the chips, preventing them from clogging the tap flutes and making it easier to continue tapping. This “chip breaking” technique is vital.
- Listen and Feel: Pay attention to the sound and feel of the tap. If you encounter excessive resistance, stop, back out the tap, clean the flutes, reapply lubricant, and try again. Forcing a tap is the quickest way to break it.
- Chip Removal: Periodically back the tap completely out of the hole to clear accumulated chips from the flutes. This is particularly important in blind holes.
Thread Quality Inspection
After tapping, visually inspect the threads for any signs of damage, tearing, or insufficient thread formation. You can also test the threads by carefully running the mating screw or bolt into the newly tapped hole. It should thread in smoothly with moderate resistance.
Applications in Drone Building and Modification
The 1/4-inch thread size is surprisingly prevalent in the drone world, making the knowledge of correct tap drill sizes indispensable for builders and modifiers.
Custom Frame Construction
When fabricating custom drone frames from aluminum, carbon fiber composites, or even acrylic, you’ll often need to create mounting points for motors, flight controllers, landing gear, or accessories. 1/4-inch fasteners are common for securing these components. Tapping directly into the frame material saves weight compared to using nuts and allows for a cleaner aesthetic.
For example, securing a heavy-duty motor mount to an aluminum frame might involve tapping 1/4-20 holes. Using the #7 drill bit is crucial here to ensure the threads are strong enough to withstand the vibrations and forces generated by the motor.
Accessory Mounting
Attaching gimbals, action cameras, FPV cameras, or specialized sensors often involves threaded inserts or direct tapping into the drone’s chassis. Many commercially available camera mounts and accessory brackets utilize 1/4-inch mounting screws. If you need to create custom mounting solutions or adapt existing ones, tapping is often the method of choice.
Repair and Modifications
Replacing stripped threads is a common repair task. If a 1/4-inch thread in a plastic battery tray or an aluminum arm is damaged, re-tapping with a slightly larger tap (e.g., using a tap drill for a larger thread size) or using a thread repair kit (like Helicoil inserts, which require specific drill and tap sizes) might be necessary. Understanding the original tap drill size is the first step in correctly performing such repairs.
Battery Trays and Compartments
While many battery trays use snap-fit mechanisms, some more robust or custom designs might incorporate threaded fasteners for secure battery retention, especially for larger or heavier batteries.
Landing Gear
Custom or heavy-duty landing gear often requires secure attachment points. 1/4-inch bolts are a common choice, and tapping into the drone’s frame or dedicated landing gear components ensures a strong connection.

Conclusion
Mastering the seemingly simple task of selecting the correct drill bit for a 1/4-inch tap is fundamental to achieving robust and reliable threaded connections in a wide array of applications, including the increasingly complex and demanding field of drone construction and modification. For the ubiquitous 1/4-20 coarse thread, a #7 drill bit (0.201 inches) is the standard recommendation. For the finer 1/4-28 thread, a #10 drill bit (0.1935 inches) is the appropriate choice. By understanding the principles of thread formation, considering material properties, and adhering to best practices for drilling, lubrication, and tapping, drone enthusiasts and professionals can ensure strong, durable threads that contribute to the overall integrity and performance of their aerial creations. Precision in this foundational step directly translates to reliability in flight, safeguarding valuable components and enabling innovative designs.