The Crucial Role of Slicing in Transforming Digital Designs into Physical Objects
3D printing, a revolutionary additive manufacturing technology, has moved from a niche industrial process to a widely accessible tool for hobbyists, designers, engineers, and educators. At its core, 3D printing relies on transforming a digital three-dimensional model into a series of thin, horizontal layers, which are then painstakingly deposited by the printer, one atop the other, until the object is complete. This fundamental transformation from a digital blueprint to a physical reality is orchestrated by a critical software component known as a “slicer.” Without a slicer, the complex geometry of a 3D model would remain an abstract digital construct, entirely unintelligible to the mechanical precision of a 3D printer. Understanding what slicing means in 3D printing is therefore paramount for anyone seeking to harness the full potential of this transformative technology.
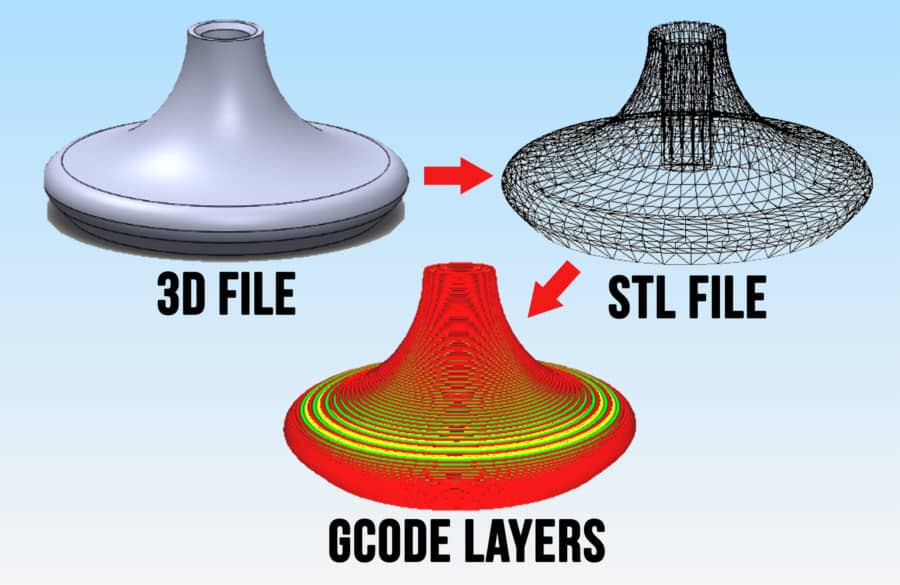
The term “slicing” in this context refers to the process of taking a digital 3D model, typically saved in formats like STL (stereolithography) or OBJ (object), and converting it into a set of machine-readable instructions that guide the 3D printer’s movements and material deposition. This process involves dividing the 3D model into hundreds or thousands of individual layers, each representing a specific cross-section of the object at a particular height. For each of these layers, the slicer software generates a path that the printer’s nozzle (or laser, or other deposition mechanism) must follow, along with precise instructions on how much material to extrude, at what temperature, and at what speed. These instructions are typically outputted in a standardized file format known as G-code.
The Slicing Process: From Digital Model to Printer Instructions
The journey from a 3D model to a printable object begins with the creation or acquisition of a digital design. This can be achieved through various Computer-Aided Design (CAD) software, 3D scanning, or by downloading pre-made models from online repositories. Once the digital model is ready, it is imported into a slicer program. Popular slicer software includes Cura, PrusaSlicer, Simplify3D, and Repetier-Host, each offering a range of features and user interfaces tailored to different needs and printer types.
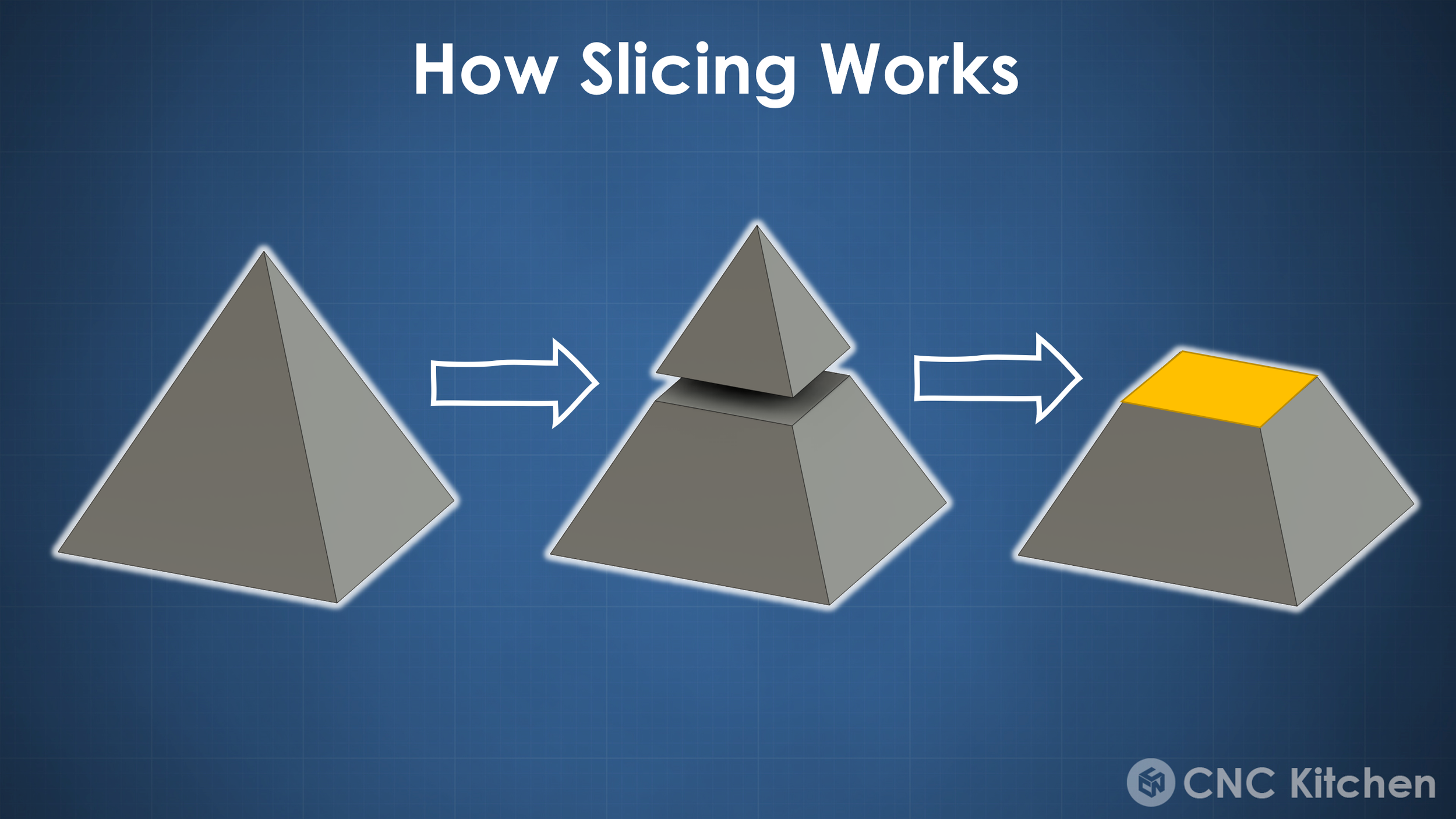
The slicer’s primary function is to “slice” the model into horizontal layers. The user defines the layer height, which is a critical parameter affecting print resolution, print time, and the mechanical properties of the final object. A smaller layer height (e.g., 0.1 mm) results in finer detail and a smoother surface finish, but significantly increases print time. Conversely, a larger layer height (e.g., 0.3 mm) leads to faster prints but with more visible layer lines.
Beyond simply dividing the model, the slicer performs several other vital tasks:
- Infill Generation: Most 3D printed objects are not printed solid. Instead, they are filled with a supportive internal structure, known as infill. The slicer calculates and generates this infill pattern, which can range from simple grids and honeycombs to more complex, often algorithmically generated structures designed for optimal strength-to-weight ratios or material savings. The infill density, another user-defined parameter, directly impacts the object’s strength, weight, and material consumption.
- Support Structure Generation: Overhanging features or complex geometries in a 3D model can cause printed layers to sag or collapse without adequate support. Slicers automatically detect these areas and generate temporary support structures that are printed alongside the main model. These supports are designed to be easily removable after the printing process is complete. The type, density, and pattern of support structures can be customized to balance ease of removal with effective support.
- Raft, Brim, and Skirt Generation: To improve bed adhesion and prevent warping, slicers can add auxiliary structures to the base of the print. A “raft” is a thick, disposable base layer printed beneath the object, providing a large, stable surface area. A “brim” is a single or a few layers of material extending horizontally from the base of the object, also enhancing adhesion without significantly altering the base shape. A “skirt” is a single outline printed around the object, used to prime the nozzle and ensure material flow before the actual print begins.
- Toolpath Generation: This is the core of the slicer’s instruction-writing process. For each layer, the slicer determines the precise path the printer’s nozzle will follow to deposit filament. This includes defining the sequence of movements, extruding the correct amount of material at each point, and controlling the printing speed. Optimizing these toolpaths is crucial for print quality, speed, and reducing stress on the printer.
Key Parameters and Their Impact on Print Quality and Time
The power of slicing lies in the vast array of parameters that users can adjust to fine-tune their prints. While default settings often provide good results, understanding and manipulating these parameters can unlock higher quality prints, faster printing times, and solutions to common printing problems.
Resolution and Surface Finish
- Layer Height: As discussed, this is the most direct determinant of print resolution and surface smoothness. Lower layer heights yield smoother surfaces but longer print times.
- Wall Thickness/Perimeters: The number of solid outer layers (perimeters or shells) directly affects the strength and surface quality of the printed object’s walls. More perimeters result in stronger walls and a more opaque surface, but increase print time and material usage.
- Top/Bottom Layers: Similar to perimeters, the number of solid layers at the top and bottom of the object influences its structural integrity and appearance.
Strength and Durability
- Infill Density: Higher infill density increases the object’s strength, weight, and material consumption. Lower densities save material and reduce print time but result in a less robust object.
- Infill Pattern: Different infill patterns offer varying degrees of strength and support. For example, a cubic or gyroid pattern might offer better isotropic strength compared to a simple grid.
- Support Overlap/Interface Layers: The degree to which support structures connect to the model can affect how easily they are removed and the surface quality of the supported areas.
Print Speed and Efficiency
- Print Speed: The overall speed at which the printer moves can significantly impact print time. However, pushing speeds too high can lead to reduced quality, under-extrusion, or ringing artifacts.
- Travel Speed: The speed at which the print head moves between printed sections without extruding filament. Faster travel speeds reduce non-printing time, but can introduce vibrations if too high.
- Fan Speed/Cooling: Proper cooling is essential for solidifying extruded plastic, especially on overhangs and small details. The slicer controls fan speed, which can be adjusted based on the material being used and the geometry of the print.
Adhesion and Warping Prevention
- Bed Adhesion Type (Raft, Brim, Skirt): Choosing the appropriate adhesion method is crucial for preventing prints from detaching from the build plate during printing, a common cause of print failure.
- Print Bed Temperature: Material properties often dictate optimal bed temperatures for adhesion. The slicer can manage this setting.
- First Layer Speed and Height: Printing the first layer slowly and with a slightly thicker height can greatly improve adhesion.
Advanced Slicing Techniques and Considerations
Beyond the fundamental parameters, advanced slicing techniques can further enhance print capabilities and resolve complex printing challenges.
Variable Layer Height
Some slicer software allows for variable layer height, where the layer height can be automatically adjusted during the print. For example, the slicer can use a larger layer height for less detailed areas and automatically switch to a finer layer height for areas requiring higher resolution, such as curves or small features. This can be a powerful way to balance print time and surface quality.
Custom Supports and Modifiers
While automatic support generation is convenient, manual intervention is often necessary for intricate models. Advanced slicers allow users to manually paint or define areas where supports should or should not be generated. Furthermore, “modifiers” can be used to apply different print settings to specific regions of the model. For instance, an area of an object that requires higher strength could have its infill density increased using a modifier, without affecting the rest of the print.
Multi-Material Printing
For printers equipped with multiple extruders or a single extruder capable of filament changes, slicers can manage the printing of objects using multiple colors or materials. This involves defining which parts of the model will be printed with which material and generating the necessary tool changes and purge blocks to ensure clean transitions between colors.
Machine-Specific Profiles
Each 3D printer has unique characteristics, including its build volume, nozzle diameter, maximum print speed, and temperature capabilities. Slicer software typically includes pre-configured profiles for popular 3D printers. Users can also create custom profiles to precisely match their machine’s specifications, ensuring optimal performance and preventing potential damage.

The Future of Slicing
As 3D printing technology continues to evolve, so too will the sophistication of slicing software. Future advancements are likely to include:
- AI-powered Optimization: Artificial intelligence could be used to automatically analyze 3D models and suggest optimal slicing parameters for speed, strength, and quality based on the intended use of the printed part.
- Real-time Slicing and Feedback: Integration with printer firmware could allow for real-time adjustments to slicing parameters based on sensor feedback during the printing process, leading to improved print success rates and adaptive printing.
- Enhanced Material Simulation: More advanced simulations of material behavior during printing could lead to more accurate predictions of print outcomes and better methods for mitigating common issues like warping and layer adhesion failure.
In conclusion, slicing is not merely a technical step in the 3D printing workflow; it is the intelligent intermediary that bridges the gap between digital design and physical creation. By understanding and effectively utilizing the capabilities of slicer software, users can unlock the true potential of 3D printing, transforming their creative visions into tangible realities with precision and efficiency. The art and science of slicing are fundamental to mastering additive manufacturing.