Flux welding, a cornerstone of many manufacturing and repair processes, is a specialized arc welding technique that utilizes a flux coating to create a protective atmosphere around the molten weld pool. This flux plays a critical role in achieving strong, clean, and durable welds by performing multiple vital functions simultaneously. Understanding the intricacies of flux welding is essential for anyone involved in metal fabrication, repair, or even advanced DIY projects requiring robust metal joining.
The fundamental principle behind all arc welding is the creation of an electric arc between an electrode and the workpiece. This arc generates intense heat, sufficient to melt the base metals and the electrode (filler material), forming a molten pool that solidifies into a single, strong joint. However, without protection, this molten metal is highly susceptible to contamination from atmospheric gases like oxygen and nitrogen. These contaminants can lead to weld defects such as porosity (small holes), inclusions, and reduced mechanical strength, compromising the integrity of the weld. Flux welding addresses this challenge directly through the application of flux.
The Multifaceted Role of Flux
The flux coating on a welding electrode is a precisely engineered mixture of chemical compounds. Its composition varies depending on the specific welding process and the type of metal being joined, but its core functions remain consistent. These functions are paramount to the success of flux welding.
Shielding the Weld Pool
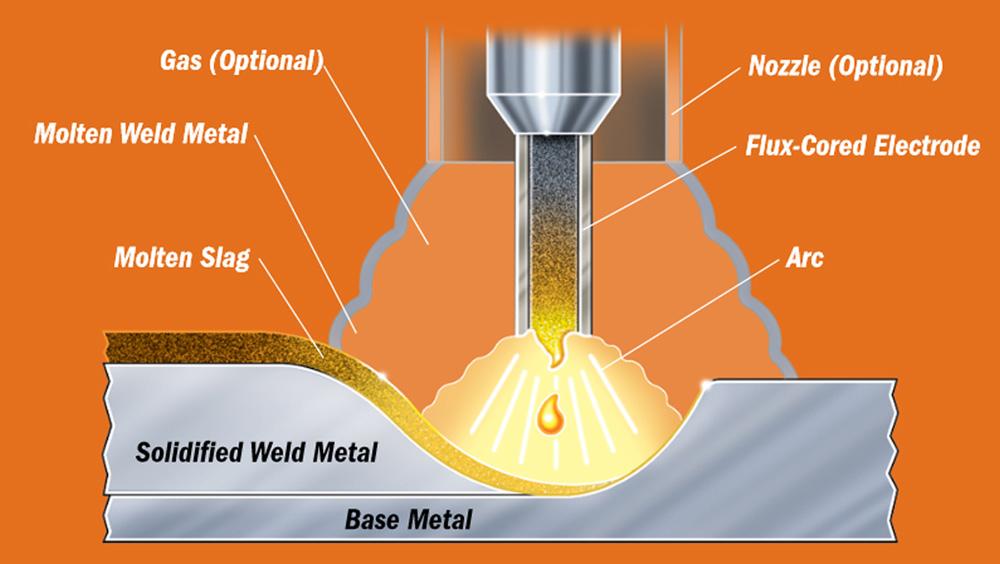
The primary and most crucial function of the flux is to shield the molten weld pool from atmospheric contamination. As the welding arc heats the flux coating, it melts and vaporizes, creating a dense cloud of shielding gases. This gaseous shield displaces the surrounding air, preventing oxygen and nitrogen from reacting with the molten metal. Without this shield, the weld would quickly degrade, leading to the aforementioned defects. The effectiveness of the shielding gas is directly proportional to its density and the coverage it provides over the weld pool.
Slag Formation and Protection
As the flux vaporizes and reacts, it also forms a molten slag layer that floats on top of the cooling weld metal. This slag serves as a secondary protective barrier, continuing to shield the metal from the atmosphere as it solidifies. Furthermore, the slag possesses the ability to absorb impurities from the molten weld pool, such as sulfur and phosphorus, which can embrittle the weld if left unchecked. Once the weld has cooled sufficiently, this slag layer can be easily chipped or brushed away, revealing a clean and sound weld bead. The characteristic appearance of a flux-cored or coated electrode weld often includes this solidified slag.
Arc Stabilization
The flux coating contains elements that contribute to arc stability. These arc stabilizers help to maintain a consistent and smooth electric arc throughout the welding process. An unstable arc can lead to spatter (molten metal droplets thrown from the weld pool), inconsistent penetration, and difficulty in controlling the weld bead. The chemical compounds within the flux ionize readily, creating a conductive path that facilitates a steady flow of current, making the arc easier to control and manage for the welder.
Deoxidation and Alloying
Many flux formulations include deoxidizers, which are chemical agents that react with oxygen present in the molten metal and prevent its incorporation into the weld. This deoxidation process is critical for preventing porosity and improving the overall ductility and toughness of the weld. Additionally, certain elements within the flux can be designed to transfer into the weld metal, acting as alloying elements. This alloying can enhance the mechanical properties of the weld, such as increasing its tensile strength, hardness, or resistance to corrosion, tailoring the weld to specific application requirements.
Types of Flux Welding Processes
While the underlying principle of using flux remains constant, several distinct welding processes employ flux in different ways. The most prevalent among these are Shielded Metal Arc Welding (SMAW) and Flux-Cored Arc Welding (FCAW).
Shielded Metal Arc Welding (SMAW)
Often referred to as “stick welding,” SMAW is one of the oldest and most versatile arc welding processes. In SMAW, the electrode is a consumable metal rod coated with flux. As the arc is struck and the electrode is consumed, the flux coating melts, providing the shielding gas and forming the slag layer. SMAW is highly portable and can be used in a wide range of environmental conditions, making it suitable for field repairs and construction. The simplicity of the equipment, consisting of a power source, electrode holder, and electrodes, contributes to its widespread use. Different types of electrodes are available for various metals and applications, each with a specific flux coating designed for optimal performance. For instance, electrodes with rutile flux coatings are known for their ease of use and smooth arc, while those with cellulose coatings produce deep penetration and are often used for out-of-position welding. Basic flux coatings offer excellent mechanical properties and are typically used for critical applications where high strength and toughness are required.
Applications of SMAW
SMAW finds extensive use in:
- Construction: Structural steel fabrication and erection, bridges, pipelines, and heavy machinery.
- Repair and Maintenance: Repairing cracked castings, worn components, and general metal fabrication.
- Shipbuilding: Joining various steel components in ship construction.
- Infrastructure: Welding of pipelines for oil, gas, and water.
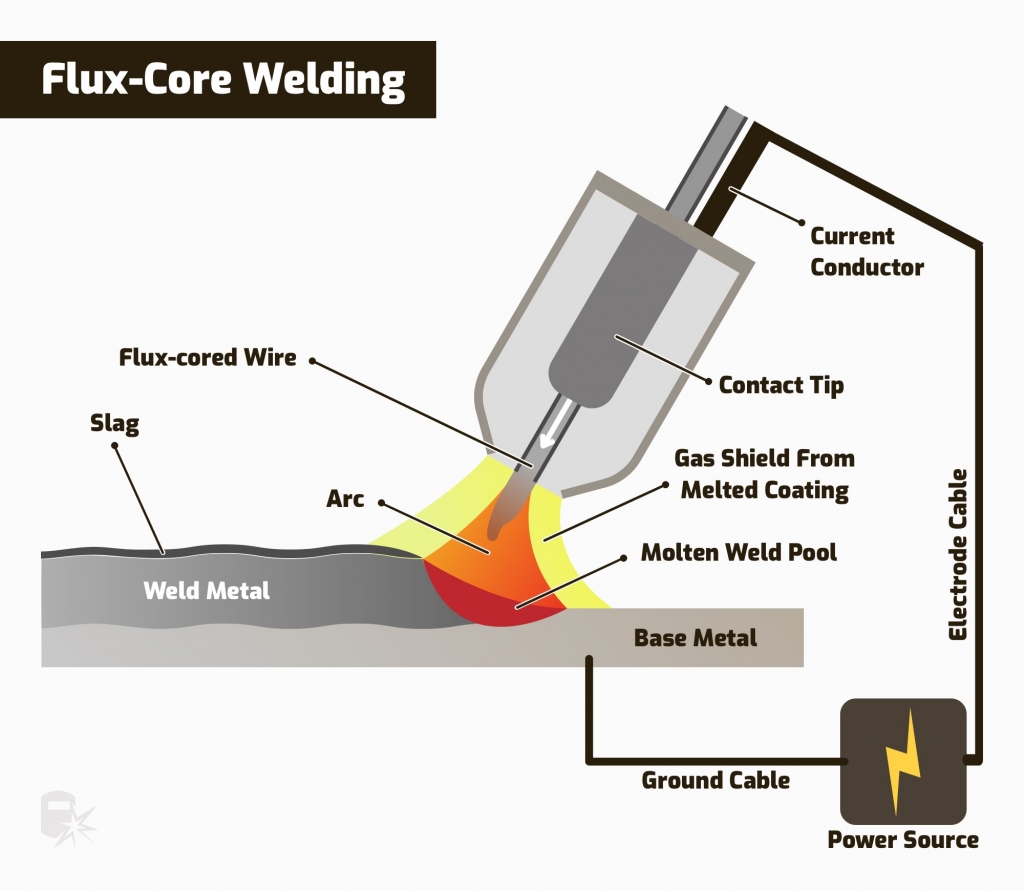
Flux-Cored Arc Welding (FCAW)
FCAW is a more advanced arc welding process that utilizes a continuous tubular electrode filled with flux. This tubular electrode is fed through a welding gun, and an electric arc is created between the electrode and the workpiece. FCAW can be broadly divided into two subcategories: self-shielded FCAW and gas-shielded FCAW.
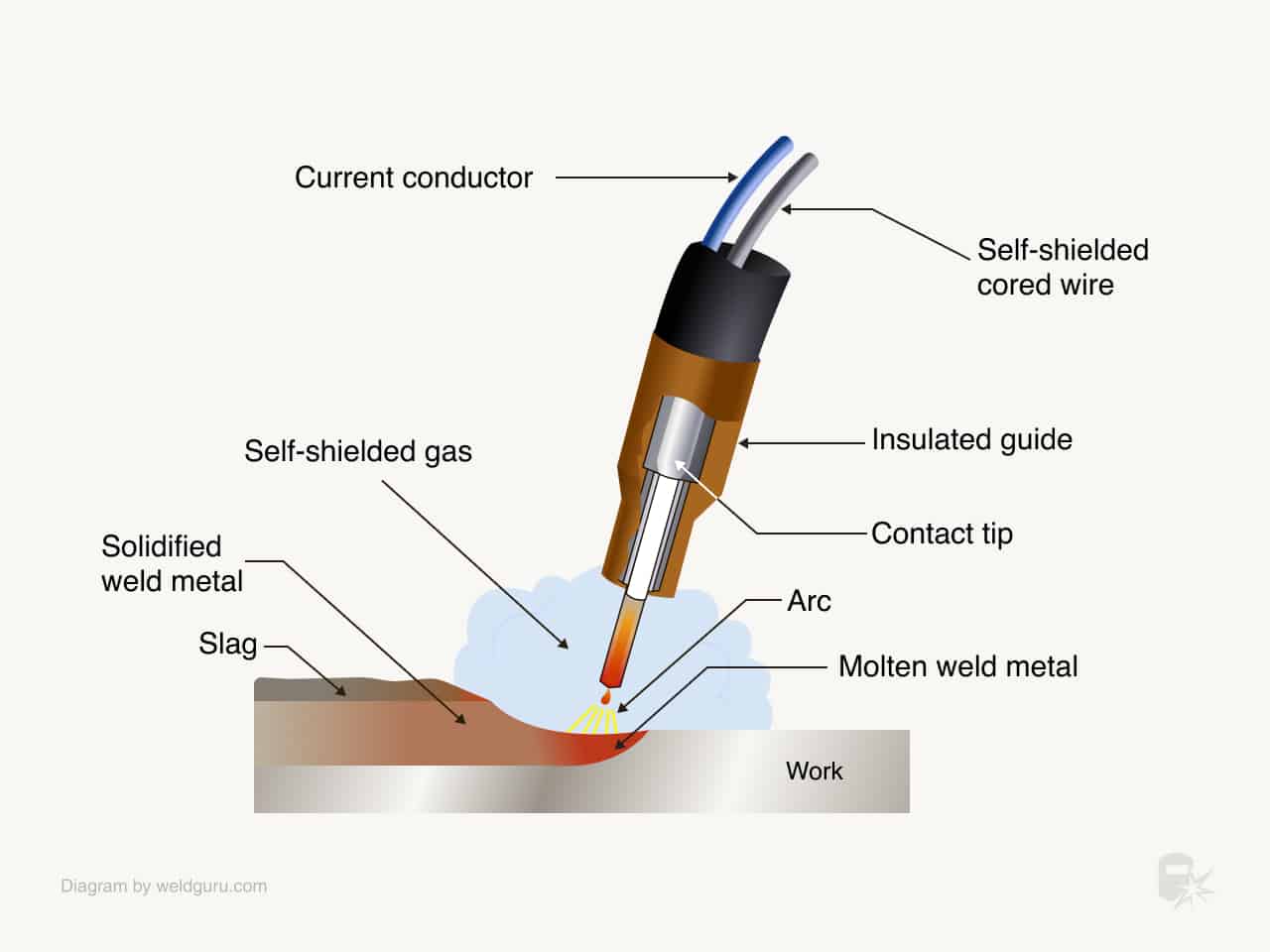
Self-Shielded Flux-Cored Arc Welding (FCAW-S)
In self-shielded FCAW, the flux core of the electrode contains all the necessary ingredients to generate shielding gases and form slag, eliminating the need for an external shielding gas supply. This makes FCAW-S exceptionally well-suited for outdoor applications, windy conditions, and situations where portability is paramount. The flux core is designed to release sufficient shielding gases as it burns, protecting the weld pool from atmospheric contamination. This process often produces a more robust weld bead with good penetration, comparable to or exceeding SMAW in some aspects. However, it can also produce more fumes and spatter compared to gas-shielded processes.
Advantages of FCAW-S
- Excellent for outdoor and windy conditions: The self-contained shielding eliminates the risk of gas being blown away.
- High deposition rates: Can deposit weld metal much faster than SMAW.
- Good penetration: Capable of welding through rust, scale, and mill scale, making it suitable for less-than-ideal surface conditions.
- Portability: No need for external gas cylinders, making it easier to transport and use in remote locations.
Gas-Shielded Flux-Cored Arc Welding (FCAW-G)
In gas-shielded FCAW, the flux-cored wire provides some shielding and slag formation, but it is supplemented by an external shielding gas supplied through the welding gun. This external gas, typically a mixture of argon and carbon dioxide or pure carbon dioxide, provides enhanced protection to the weld pool, resulting in cleaner welds with less spatter and fewer fumes compared to self-shielded FCAW. FCAW-G processes generally offer higher quality welds and are preferred for applications requiring superior mechanical properties and cosmetic appearance. The combination of flux and external gas offers a synergistic effect, providing excellent weld characteristics.
Advantages of FCAW-G
- High-quality welds: Produces clean welds with minimal spatter and excellent mechanical properties.
- High deposition rates: Significantly increases productivity compared to SMAW.
- Versatility: Can be used in various welding positions with appropriate filler metals.
- Good for thicker materials: Capable of welding thicker sections of steel with good penetration.
Factors Affecting Flux Welding Performance
Several factors can influence the performance and outcome of flux welding. Understanding these variables is crucial for achieving optimal weld quality.
Electrode Selection
The choice of electrode is paramount. Electrodes are classified by their composition, diameter, flux coating type, and intended application. For SMAW, electrodes are designated by an AWS (American Welding Society) classification system, such as E6010 or E7018, which indicates their tensile strength, position of use, and flux type. For FCAW, the wire composition and flux formulation are critical. Selecting the wrong electrode for a particular base metal or welding application can lead to weld defects, reduced strength, or even failure.
Welding Parameters
Key welding parameters include amperage (current), voltage, travel speed, and electrode angle. These parameters directly control the heat input, penetration, weld bead profile, and the effectiveness of the flux. Incorrect settings can lead to insufficient penetration, excessive spatter, porosity, or a weld that is too wide or too narrow. For instance, too low an amperage might result in lack of fusion, while too high an amperage can lead to burn-through and excessive spatter.
Surface Preparation
The condition of the base metal’s surface significantly impacts weld quality. While some flux-cored wires are designed to tolerate some surface contamination, proper preparation is always recommended. Cleaning the metal of rust, paint, oil, and other contaminants ensures a cleaner weld pool and prevents these impurities from being trapped in the weld. For SMAW, a clean surface is even more critical.
Welding Position
The position in which the weld is made (flat, horizontal, vertical, or overhead) affects how the molten weld pool behaves under gravity. Different flux coatings and electrode types are designed to perform optimally in specific welding positions. For instance, some electrodes are specifically designed for all-positional welding, while others are intended for flat or horizontal positions only. The welder’s technique also needs to be adapted to the welding position to manage the molten metal effectively.
Safety Considerations in Flux Welding
Like all welding processes, flux welding involves inherent risks that require proper safety precautions.
- Fumes: Welding fumes can be harmful if inhaled. Adequate ventilation is essential, and respiratory protection (welding masks with appropriate filters) should be used.
- Eye and Skin Protection: The intense arc produces ultraviolet (UV) and infrared (IR) radiation, which can cause severe burns to the eyes and skin. A welding helmet with a proper shade lens and protective clothing (gloves, jacket, pants) are mandatory.
- Electrical Hazards: Welding involves high electrical currents. Ensure that all equipment is in good condition, properly grounded, and that the welder is not working in wet conditions.
- Fire Hazards: Sparks and molten metal can ignite flammable materials. Keep the work area clear of combustibles and have a fire extinguisher readily available.
In conclusion, flux welding, through its various manifestations like SMAW and FCAW, remains an indispensable technology in metal joining. The sophisticated role of flux in shielding, slagging, stabilizing the arc, and alloying ensures the integrity and strength of welds across a vast spectrum of industries. By understanding the principles, types, influencing factors, and safety protocols associated with flux welding, professionals and hobbyists alike can achieve superior results and contribute to robust and reliable metal structures.