Stereolithography (SLA) 3D printing stands as a cornerstone of additive manufacturing, renowned for its precision, intricate detail, and smooth surface finishes. Unlike other 3D printing technologies that build objects layer by layer using extruded plastic or fused powder, SLA employs a liquid photopolymer resin that is selectively cured by an ultraviolet (UV) laser. This process allows for the creation of highly detailed and accurate prototypes, functional parts, and even end-use components across a multitude of industries.
The fundamental principle of SLA is photopolymerization – the chemical reaction that causes liquid resin to harden when exposed to UV light. This light-based curing process is what distinguishes SLA and enables its remarkable capabilities. Understanding the core components and workflow of an SLA printer is key to appreciating its advantages and applications.

The Core Components and Workflow of SLA Printing
At its heart, an SLA 3D printer is a sophisticated system designed to precisely control the interaction of light with liquid resin. While the specific designs and configurations can vary between manufacturers, the fundamental elements remain consistent.
The Resin Vat and Build Platform
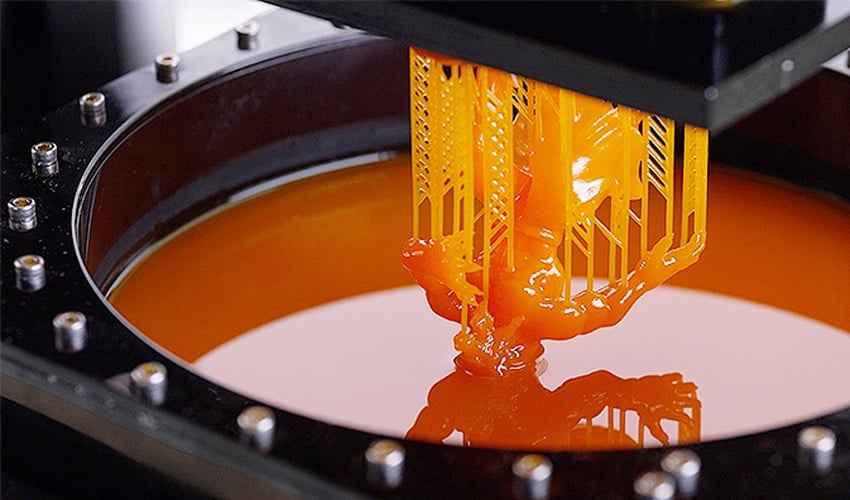
The resin vat, often referred to as the tray, is the container that holds the liquid photopolymer resin. These vats are typically made of transparent material, allowing the UV light to penetrate and cure the resin from below or from the side. Within the vat rests the build platform, a metal plate that is submerged in the resin. The build platform is crucial as it is where the 3D model is gradually constructed, layer by layer. The orientation of the build platform relative to the resin surface dictates whether the printing occurs from the bottom up or top down, with bottom-up configurations being the most prevalent for desktop SLA printers.
The UV Laser and Galvanometers
The UV laser is the energy source responsible for curing the liquid resin. This laser emits a focused beam of ultraviolet light, precisely controlled to trace the cross-section of each layer of the 3D model. The movement of this laser beam is managed by a system of galvanometers, which are essentially mirrors that rapidly pivot to direct the laser precisely where it needs to go. This high degree of control over the laser’s position and intensity is what enables the creation of intricate details and smooth curves.
The Control System and Software
The entire printing process is orchestrated by a sophisticated control system and associated software. This system translates the digital 3D model, typically in the form of an STL or OBJ file, into a series of instructions that dictate the laser’s path and curing time for each layer. The software slices the 3D model into thin horizontal layers, defining the precise outline of each layer to be cured by the laser. This slicing process is critical for ensuring the accuracy and integrity of the final printed object.
The typical SLA printing workflow involves several distinct stages:
- Model Preparation: A 3D model is designed or acquired and then imported into specialized slicing software. The software is used to orient the model on the build platform, add necessary support structures (to prevent sagging or collapse during printing), and then slice the model into individual layers.
- Printing: The build platform is lowered into the resin vat, usually to a depth of a single layer’s thickness. The UV laser then traces the cross-section of the first layer onto the resin, causing it to cure and adhere to the build platform. The build platform then elevates slightly, allowing fresh resin to flow beneath the newly cured layer, and the process is repeated for the next layer. This continues until the entire object is built.
- Post-Processing: Once the printing is complete, the build platform is raised out of the resin vat. The printed object, still attached to the build platform, is then removed and typically undergoes a washing process to remove any uncured liquid resin from its surface. This is often done using isopropyl alcohol (IPA) or a specialized cleaning solution.
- Curing: After washing, the object is usually placed in a UV curing station to fully cure and strengthen the resin. This final curing step ensures that the part achieves its intended material properties and dimensional stability.
The Advantages and Limitations of SLA Technology
SLA 3D printing offers a compelling set of advantages that make it a preferred choice for many demanding applications. However, like any technology, it also has certain limitations that users must consider.
Advantages of SLA Printing
- Exceptional Detail and Accuracy: The finely focused UV laser and the precise control over resin curing allow SLA printers to produce parts with incredibly fine details, sharp edges, and smooth surface finishes that are often superior to other 3D printing technologies. This makes it ideal for creating visually appealing prototypes, miniatures, and intricate components.
- Smooth Surface Finish: The liquid resin naturally fills in any microscopic imperfections, and the layer resolution of SLA printing is typically very high. This results in objects with a very smooth, almost injection-molded surface finish, often requiring minimal post-processing for aesthetic applications.
- Wide Range of Resins: The ecosystem of SLA resins is diverse and continues to expand. Users can choose from standard resins for general prototyping, tough resins that mimic the properties of ABS or polypropylene, flexible resins for soft-touch applications, castable resins for jewelry and dental, high-temperature resins, and even biocompatible resins for medical devices. This material versatility significantly broadens the scope of what can be achieved with SLA.
- Dimensional Stability: Properly cured SLA parts exhibit excellent dimensional stability, meaning they maintain their shape and size over time. This is crucial for applications where tight tolerances are required.
- Isotropic Properties (in some resins): While some layer-based 3D printing methods can result in anisotropic parts (meaning their mechanical properties vary depending on the print direction), many SLA resins, especially when fully post-cured, can achieve near-isotropic properties, providing more uniform strength in all directions.
Limitations of SLA Printing
- Material Costs: Photopolymer resins used in SLA printing are generally more expensive than the filaments used in FDM (Fused Deposition Modeling) printing. This can make it a less cost-effective option for printing very large objects or for high-volume production where material cost is a primary driver.
- Post-Processing Requirements: While SLA parts offer excellent surface finish out of the printer, they invariably require post-processing steps such as washing and UV curing. These steps add time and labor to the overall production process and can involve the use of potentially hazardous chemicals like IPA.
- Support Structures: Due to the layer-by-layer build process, most SLA prints require support structures to hold up overhangs and delicate features during printing. While these supports are usually designed to be easily removable, they can sometimes leave small marks on the surface of the part, which may require further sanding or finishing.
- Brittleness (of some resins): Certain types of SLA resins, particularly standard or economical formulations, can be more brittle than materials used in other printing technologies. While specialized engineering resins exist to overcome this, users need to select the appropriate resin for the intended application’s mechanical demands.
- UV Sensitivity: Prolonged exposure to direct sunlight or strong UV light can degrade some SLA resins over time, potentially causing them to become brittle or discolor. Parts intended for long-term outdoor use may require a protective coating.
Applications of SLA 3D Printing
The unique combination of high detail, smooth surfaces, and material versatility makes SLA 3D printing a powerful tool across a wide spectrum of industries. Its ability to produce accurate and aesthetically pleasing parts has revolutionized prototyping, design iteration, and even the creation of end-use products.

Prototyping and Product Development
In the realm of product development, SLA printing is an indispensable tool. Designers and engineers can rapidly iterate on designs by producing highly accurate visual prototypes that closely resemble the final product. This allows for:
- Form and Fit Testing: Verifying how components will fit together and how the overall product will feel in hand.
- Aesthetic Evaluation: Assessing the visual appeal and marketability of a design before committing to expensive tooling.
- Functional Testing (with engineering resins): Using SLA parts made from robust materials to conduct early-stage functional tests, identifying potential design flaws early in the development cycle.
Manufacturing and Industrial Applications
Beyond prototyping, SLA is increasingly used in manufacturing for a variety of applications:
- Tooling and Jigs: Creating custom jigs, fixtures, and molds for assembly lines or manufacturing processes. The precision of SLA allows for the creation of highly accurate tools that improve efficiency and reduce errors.
- Low-Volume Production: For niche products or custom components where the cost of traditional injection molding tooling is prohibitive, SLA can be a viable solution for producing small batches of end-use parts.
- Complex Geometries: SLA excels at producing parts with intricate internal features or complex geometries that would be difficult or impossible to manufacture using traditional methods.
Dental and Medical Applications
The high precision and biocompatibility of certain SLA resins have made it a leading technology in the dental and medical fields:
- Dental Models and Guides: Creating highly accurate dental models for treatment planning, crowns, bridges, and surgical guides for implant placement.
- Hearing Aids: The intricate designs and custom fit required for hearing aids are perfectly suited for SLA printing.
- Medical Device Prototyping: Developing prototypes for surgical instruments, anatomical models for educational purposes, and custom medical device components.
Jewelry and Consumer Goods
The aesthetic capabilities of SLA are also highly valued in the jewelry and consumer goods sectors:
- Jewelry Casting: SLA’s castable resins are ideal for creating highly detailed investment casting patterns for fine jewelry. The smooth surface finish ensures that the cast metal part requires minimal finishing.
- Consumer Product Prototyping: Creating prototypes for consumer electronics, toys, and home goods to test ergonomics, aesthetics, and functionality.
The Future of SLA 3D Printing
The trajectory of SLA 3D printing suggests continued advancements, driven by innovation in materials, hardware, and software. The pursuit of faster print speeds, larger build volumes, and a broader range of functional materials will undoubtedly expand its reach even further.
Material Advancements
The development of new photopolymer resins is a key area of innovation. We can expect to see:
- Enhanced Mechanical Properties: Resins with increased strength, toughness, flexibility, and heat resistance will continue to emerge, enabling SLA parts to be used in more demanding functional applications.
- Specialized Functional Materials: The development of conductive, flame-retardant, or even self-healing resins will open up new avenues for complex engineering and electronic applications.
- Sustainable Resin Options: Growing environmental consciousness is driving research into bio-based or recyclable photopolymer resins, making SLA a more sustainable manufacturing option.
Hardware and Software Evolution
Improvements in printer hardware and software will further enhance the capabilities of SLA:
- Faster Printing Speeds: Innovations in light sources and curing mechanisms are continuously pushing the boundaries of print speed, reducing production times.
- Larger Build Volumes: The development of larger format SLA printers will enable the production of bigger parts or higher quantities of smaller parts in a single build.
- Improved Automation and Integration: Advancements in software will lead to more intelligent slicing, automated support generation, and seamless integration into digital manufacturing workflows.
- Advanced Sensing and Feedback: Future SLA printers may incorporate more sophisticated sensors to monitor the printing process in real-time, allowing for adaptive adjustments to ensure print quality and reduce failures.
In conclusion, SLA 3D printing, with its unparalleled ability to produce high-resolution, finely detailed parts, has firmly established itself as a critical technology in additive manufacturing. From its fundamental principles of photopolymerization to its diverse applications and promising future, SLA continues to empower innovation across industries, driving progress in product design, manufacturing, and beyond.